



























Bolts and Nuts.
Page 26
Page 27
If you've noticed an error in this article please click here to report it so we can fix it.
Contributed by an Engineer-in-Charge.
The uses to which bolts, and nuts, are put, in all classes of :machinery, are many and varied, and in designing machinery they receive, now, much attention at the hands of „draughtsmen. Bolts are in constant requisition in the .machine or repair shop, and many a driver has been stranded on the road, and searched his tool box in vain for a bolt, or nut, only to find he possessed nearly every size but the one that was wanted. Nearly all bolts and nuts manufactured in this country are threaded to the leVhitworth standard, so that it is possible to obtain them almost everywhere; they are manufactured by machinery, and the bolts are made in special screwing machines ; in practice, the bolts are found to vary in diameter to a slight extent, and this is mainly -.due to the wear of the dies in the machines of different makers.
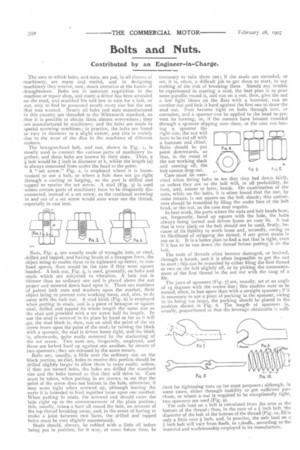
The hexagon-head bolt, and nut, shown in Fig. 1, is mostly used to connect the various parts of machinery together, and these bolts are known by their sizes. Thus, a .4 bolt would be inch in diameter at b, whilst the length (a) is always measured from under the head to the point, A " set screw," Fig. 2, is employed where it is inconvenient to use a bolt, or where a hole does not go right through a casting or forging, so the part is drilled and -tapped to receive the set screw. A stud (Fig. 3) is used -where certain parts of machinery have to be frequently disconnected, instead of a set screw, as the continual screwing in and out of a set screw would soon wear out the thread, .especially in cast iron.
Nuts, Fig. 4, are usually made of wrought iron, or steel, .drilled and tapped, and haying heads of a hexagon form, the object being to enable them to be tightened up better, in confined spaces, than would be the case if they were square "headed. A lock nut, Fig. 5, is used, generally, on bolts and -studs which are subjected to vibration. A lock nut is -thinner than an ordinary one and is placed above the nut proper and screwed down hard upon it. There are numbers -of patent lock nuts and washers upon the market, their object being to prevent nuts working loose, and, also, to do -away with the lock nut. A stud block (Fig. 6) is employed when putting in studs, and is a piece of hexagon or square steel, drilled and tapped its whole length the same size as the stud and provided with a set screw half its length. In use the stud is screwed in its place by hand as far as it will .go, the stud block is, then, run on until the point of the set • screw bears upon the point of the stud ; by turning the block with a spanner, the stud is driven home tight, and the block -is, afterwards, quite easily removed by the slackening of the set screw. Two nuts are, frequently, employed, and these are locked hard up against one another, by means of two spanners ; they are released by the same means.
Bolts are, usually, a little over the ordinary size on the black portion, so that, holes to receive this portion should be drilled slightly larger to allow them to enter easily, unless, -if they are turned bolts, the holes are drilled the standard size and the bolts turned so that they will drive in. Care must be taken, when putting in set screws, to see that the -point of the screw does not bottom in the hole, otherwise, it may seem tight when screwed up, although leaving the parts it is intended to bind together loose upon one another. 'When putting in studs, the screwed end should enter the "hole right up to the commencement of the plain portion ; this, usually, raises a burr all round the hole, on account of the top thread breaking away, and, in the event of having to make a joint between two faces, the drilled and tapped
• holes must be very slightly countersunk.
Studs should, always, be rubbed with a little oil before "being put in position, for it may, at some future time, be
necessary to take them out; if the studs are corroded, or set, it is, often, a difficult job to get them to start, to say nothing of the risk of breaking them Should any trouble be experienced in starting a stud, the best plan is to pour some paraffin round it, and run on a nut, then, give the nut a few light blows on the flats with a hammer, run on another nut and lock it hard against the first one to draw the stud out. Nuts become tight on bolts through rust, or corrosion, and a spanner can be applied to the head to prevent its turning, or, if the corners have become rounded through a spanner slipping over them, or the user not hav
ing a spanner the right size, the nut will have to be cut off with a hammer and chisel. Bolts should be put point downwards, so that, in the event of the nut working slack and coming off, the bolt cannot drop out.
Care must be exer cised when fitting bolts to see that they bed down fairly, as unless they are so the bolt will, in all probability, be bent, and, sooner or later, break. On examination of the nuts, while on the bolts, it is often found that the nut, by some means, is not square on the bolt shank; this untrueness should be remedied by filing the under face of the bolt head, or the nut, as the case may require. In best work, the parts where the nuts and bolt heads bear, are, frequently, faced up square with the hole, the bolts always being turned and driven home an easy fit. A nut that is very slack on the bolt should not be used, firstly, because of its liability to work loose and, secondly, owing to its likelihood of stripping the thread, if any great strain is put on it. It is a better plan to find a nut that is tight, even if it has to be run down the thread before putting it on the bolt.
The ends of threads often become damaged, or bruised, through a knock, and it is often impossible to get the nut to start ; this can be remedied by either filing the first thread Or two on the bolt slightly off, or by picking the commencement of the first thread in the nut out with the tang of a file.
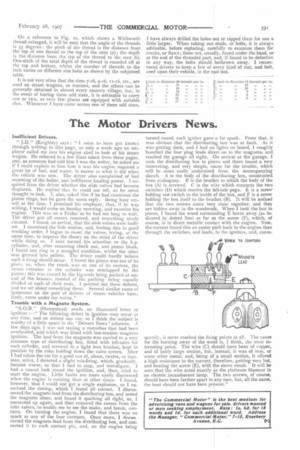
The jaws of spanners (Fig. 7) are, usually, set at an angle of 15 degrees with the centre line ; this enables nuts to be turned, often, in less space than with a straight spanner ; if it is necessary to use a piece of packing in the spanner, owing to its being too large, the packing should be placed in the position shown in Fig. S. The length of spanners is, usually, proportioned so that the leverage obtainable is suffi..
• 17-1s:1' FIG 5 Fici 6
cient for tightening nuts up for most purposes ; although, in some cases, either through inability to get sufficient purchase, or where a nut is required to be exceptionally tight, two spanners are used (Fig. 9), The safe load on a bolt is calculated from the area at the bottom of the thread ; thus, in the case of a t inch bolt, the diameter of the bolt at the bottom of the thread (Fig. to, D) is only a little over inch, and, in practice, the safe load on a inch bolt will vary from 800lb, to t,600lb,, according to the material and workmanship employed in its manufacture. On a reference to Fig. to, which shows a Whitworth thread enlarged, it will be seen that the angle of the threads is 55 degrees : the pitch of the thread is the distance from the top of one thread to the top of the next (a); the depth i.s the distance from the top of the thread to the root (b). One-sixth of the total depth of the thread is rounded off at the top and bottom, whilst the number of threads to the inch varies on different size bolts as shown by the subjoined table.
It is not very often that the sizes 7-16, 9-16, it-16, etc., are used on steam wagons, or tractors, and the others can be generally obtained in almost every country village, but, in the event of having these odd sizes, it is advisable to carry one or two, as very few places are equipped with suitable dies. Whenever I have come across one of these odd sizes,
I have always drilled the holes out or tapped them for one a little larger. When taking out studs, or bolts, it is always advisable, before replacing, carefully to examine them for cracks, or flaws; these are, usually, found under the head, or at the end of the threaded part, and, if found to be defective in any way, the bolts should bethrown away. I recommend drivers to keep a few of every kind of nut, and bolt, used upon their vehicle, in the tool box.