

























The Art of Wheel and Body Making.
Page 10

Page 11
Page 12
If you've noticed an error in this article please click here to report it so we can fix it.
An Observation Tour Round the Works of J. Liversidge and Son, Limited.
In -no construction, for which wood is employed, is the necessity to use only the best qualities, coupled with long seasoning, more important than in the building of commercial vehicle bodies and read wheels for the chassis. One of the oldest-established companies, which has made a speciality of motor work, is J. Liversidge and Son, Limited, of 561, Old Kent Road, London, S.E. The original Liversidge undertaking was started in the year 1848, and it has been a limited company since 19oo. In addition to the above factory, large premises are owned at 196, Old Street, E.C., and at Spencer Place, Goswell Road, E.C. The Old Street building has floor space .appreaching an acre in extent, and it is here that repairs to horse vehicles and wheels arc undertaken, whilst at the Spencer Place factory general contract work is conducted. It may be mentioned, in passing, that as many as iso vehicles belonging to Carter-Paterson may, frequently, be seen in the Goswell Road yard at the same time. The company has a well-deserved name for work of the highest class, which it takes great pains to uphold.
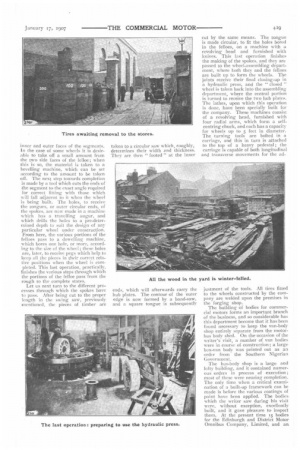
One of our illustrations shows a corner of the timber yard at the -Old Kent Road 'works, to which a representative of this journal paid, recently, visit of inspection. Every description of oak and ash woods are stocked, for the manufacture of wheels and bodies, and only picked English timber is bought. The writer was assured that the company makes the invariable rule of seasoning all wood for a period of one year for every inch of its thickness; thus, before being operated upon, stock six inches thick is allowed to season for a minimum of six years. It must not be supposed that the quantity of wood shown in the yard repreents the total quantity of rough-cut material that is ready for sawing ; an the contrary, large supplies of wimer-felled timber are stocked in the provinco.s, maly for immediate despatch to the company's central works.
Previous to the advent of heavy motors, the thickest Wood used, for the wheels of horse vehicles, only measured 6 inches, but, when steam lorries and motorbuses became more numerous, it was imperative that heavier wheels should be employed. J. Liversidge and Son, Limited, was fully alive to
the demand which would arise for wide .triillery wheels, manufactured from %vell-seasoned timber, and laid in a varied stock, up to 12 inches thick, a considerable period before it was required. Therefore, when the rush came, the company was able to supply rtliable wheels without delay.
The first process through which all the wood has to pass before it is sent to either the wheel or body departments is that of its being cuL into the correct lengths. The illustration on page 426 shows the swing circular saw ; also the long table, provided with rollers, upon which the heavy planks or logs are laid. When the correct position for cutting has been found, the saw, which has, during this time, been pulled back out of the way, is pressed forward, and it cuts the wood perfectly square, ant. accurately as regards length. The saw revolves at the bottom of a swing frame, and is driven by a belt from a line of shafting.
The writer will now touch upon the construction of heavy wheels before references are made to body-work: After leaving the swing saw., the timbee —ash for felloes, and oak for spokes— is sent to the sawmill shop. This department is replete with the numerous machines which are necessary for the quick and precise output of the various parts. Some of the more important tools include : circular saws, with specially designed attachments ; planing machines ; power mortising machines; vertical spindle-moulding machines; and many others too numerous to mention. The material for felloes is first taken to a band-saw, which cuts it, approximately, to the desired sweep or segment; it is then passed to a double vertical-spindle machine, which gives the final trueing-up to both the inner and outer faces of the segments. In the case of some wheels it is desirable to take off a small amount from the two side faces of the felloe; when this is so, the material is taken to a bevelling machine, which ran be set according to the amount to be taken off. The next step towards completion is made by a tool which cuts the ends of the segment to the exact angle required for correct fitting with those which will fall adjacent to it when the wheel is being built. The holes, to receive the tongues, or outer circular ends, of the spokes, are now made in a machine which has a travelling augur, and which drills the holes to a pre-determined depth to suit the design of any particular wheel under construction. From here, the various portions of the felloes pass to a dowelling machine, which bores one hole, or more, according to the size of the wheel; these holes are, later, to receive pegs which help to keep all the pieces in their correct relative positions when the wheel is completed. This last operation, practically, finishes the various steps through which the portions of the felloe pass from the rough to the complete states.
Let us next turn to the different processes through which the spokes have to pass. After being cut to the proper length in the swing saw, previously mentioned, the pieces of timber are taken to a circular sAw which, roughly, determines their width and thickness. They are then " footed " at the inner ends, which will afterwards carry the hub plates. The contour of the outer edge is now formed by a band-saw, and a square tongue is subsequently
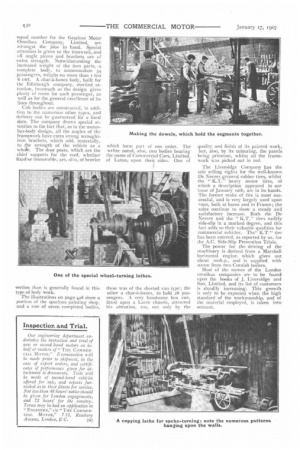
cut by the same means. The tongue is made circular, to fit the holes bored in the felloes, on a machine with a revolving head and furnished with knives. This last operation finishes the making of the spokes, and they are passed to the wheel-assembling department, where both they and the felloes are built up to form the wheels. The joints receive their final closing-up in a hydraulic press, and the " closed " wheel is taken back into the assembling department, where the central portion is turned to receive the two hub plates. The lathes, upon which this operation is done, have been specially built for the company. These machines consist of a revolving head, furnished with four radial arms, which form a selfcentring chuck, and each has a capacity for wheels up to 5 feet in diameter. The turning tools are bolted in a carriage, and this in turn is attached to the top of a heavy pedestal ; the carriage is capable of both longitudinal and transverse movements for the ad justment of the tools. All tires fitted to the wheels constructed by the company are welded upon the premises in the forging shop.
The building of bodies for commercial motors forms an important branch of the business, and so considerable has this department become that it has been found necessary to keep the van-body shop entirely separate from the motorbus body shed. On the occasion of the writer's visit, a number of van bodies were in course of construction; a large box-van body was pointed out as an order from the Southern Nigerian Govern men t The bus-body shop is a large and lofty building, and it contained numerous orders in process of execution ; most of these were nearing completion. The only time when a critical examination of a built-up framework can be made is before the various coatings of paint have been applied. The bodies which the writer saw during his visit were, without exception, excellently built, and it gave pleasure to inspect them. At the present time 15 bodies for the Edinburgh and District Motor Omnibus Company, Limited, and an equal number for the Gearless Motor Omnibus Company, Limited, are amongst the jobs in hand. Special attention is given to the ironwork, and :ill angle pieces and brackets are of extra strength. Notwithstanding the increased weight of the iron parts, a complete body, to accommodate 34 passengers, weighs no more than i ton 6 cwt. A char-a-banes body, built for the Edinburgh company, merited attention, inasmuch as the design gives plenty of room for each passenger, as well as for the general excellence of its Lines throughout.
Cab bodies are constructed, in addition to the numerous other types, and delivery can be guaranteed for a fixed date. The company draws special attention to the fact that, as in the motorbus-body design, all the angles of the framework have extra strong wroughtiron brackets, which add, materially, to the strength of the vehicle as a whale. The door posts, which are the chief supports for the roof, whether fixed or thmovable, are, also, of heavier section than is generally found in this type of body work.
The illustrations on page 428 show a portion of the spacious painting shop, and a row of seven completed bodies, which form part of one order. The writer noted, also two bodies bearing the name of Commercial Cars, Limited, of Luton, upon their sides. One of
these was of the sheeted van type; the other a char-h-banes, to hold 28 pas
sengers. very handsome box van, fitted upon a Lucre chassis, attracted his attention, too, not only by the quality and finish of its painted work, but, also, by its colouring, the panels being primrose, whilst all the framework was picked out in red.
The Liversidge Company has the sole selling rights for the well-known De Nevers grooved rubber tires, whilst the " K.T." heavy motor tires, of which a description appeared in our issue of January moth, are in its hands. The former make of tire is most successful, and is very largely used upon vans, both at home and in France; the sales continue to show a steady and satisfactory increase. Both the De Nevers and the " K.T." tires nullify side-slip in a marked degree, and this fact adds to their valuable qualities for commercial vehicles. The" K.T." tiru has been entered, as reported by us, for the A.C. Side„Slip Prevention Trials.
The power for the driving of the machinery is derived from a Marshall horizontal engine, which gives out about tonh.p., and is supplied with steam from two Cornish boilers.
Most of the names of the London omnibus companies are to be found upon the books of J. Liversidge and Son, Limited, and its list of customers is steadily increasing. This growth is only to be expected when the high standard of the workmanship, and of the material employed, is taken into. account.