











































































































Benchwise: lathe sense (21)
Page 37
If you've noticed an error in this article please click here to report it so we can fix it.
WHEN dealing with work mounted in the vertical slide for a milling operation, I mentioned only the method of clamping by belts and cross bars; I should include the machine vice, which is a sturdy parallel jaw vice that registers in the vertical slide slots, and is held there by belts located in the slots.
This vice makes a firm foundation for all work, especially where downward pressure is heavy as there is a complete absence of "spring"; it is operated by a good-fitting screw and tightened as a rule by a tomrny bar. As it is a useful general tool, it is unfortunately used for all sorts of tasks having no connection with lathe work, consequently when required for a precision job on the lathe, it can be found damaged, with scarred jaws, bent screw and the like. Therefore, like all other spare lathe parts it should be stored safely out of sight. This may appear a somewhat selfish point of view and can be the cause of some caustic remarks, but there can be no half-measures when precision jobs are called for.
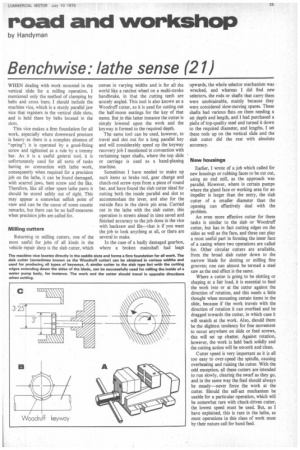
Milling cutters Returning to milling cutters, one of the most useful for jobs of all kinds in the vehicle repair shop is the slab cutter, which comes in varying widths and is for all the world like a ratchet wheel on a multi-stroke handbrake, in that the cutting teeth are acutely angled. This tool is also known as a Woodruff cutter, as it is used for cutting out the half-moon seatings for the key of that name. But in this latter instance the cutter is simply lowered upon the work and the keyway is formed to the required depth.
The same tool can be used, however, to travel and slot out for a long parallel key and will considerably speed up the keyway recovery job I mentioned in connection with reclaiming taper shafts, where the top slide or carriage is used as a hand-planing machine.
Sometimes I have needed to make up such items as brake rod, gear change and clutch-rod screw eyes from a piece of round bar, and haye found the slab cutter ideal for cutting both the inside parallel end slot to accommodate the lever, and also for the outside flats in the clevis pin area. Carried out in the lathe with the slab cutter, this operation is streets ahead in time saved and finished accuracy to the job done in the vice with hacksaw and ffie7—that is if you want the job to look anything at all, or there are several to make.
In the case of a badly damaged gearbox, where a broken mainshaft had leapt upwards, the whole selector mechanism was wrecked, and whereas I did find new selectors, the rods or shafts that carry them were unobtainable, mainly because they were considered slow-moving spares. These shafts had various flats on them needing a set depth and length, and I had purchased a pieZe of top-quality steel and turned it down to the required diameter, and lengths, I set these rods up on the vertical slide and the slab cutter did the rest with absolute accuracy.
New housings Earlier, I wrote of a job which called for new housings or rubbing faces to be cut out, using an end mill, as the approach was parallel. However, where in certain pumps where the gland face or working area for an impeller is larger than the entry, • the slab cutter of a smaller diameter than the opening can effectively deal with the problem.
An even more effective cutter for these tasks is similar to the slab or Woodruff cutter, but has in fact cutting edges on the sides as well as the face, and these can play a most useful part in forming the inner face of a casing where two operations are called for. Other circular cutters are available, from the broad slab cutter down to the narrow blade for slotting or milling fine grooves; one can almost be termed a steel saw as the end effect is the same.
Where a cutter is 'going to be slotting or shaping at a fair load, it is essential to feed the work into or at the cutter against the direction of rotation, and this needs a little thought when mounting certain items in the slide, because if the work travels with the direction of rotation it can overfeed and be dragged towards the cutter, in which case it will snatch at the work. Also, should there be the slightest tendency for free movement to occur anywhere on slide or feed screws, this will set up chatter. Against rotation, however, the work is held back solidly and the cutting action will be smooth and clean.
Cutter speed is very important as it is all too easy to over-speed the spindle, causing overheating and ruining the cutter. With the odd exception, all these cutters are intended to run slowly, clearing the swarf as they go, and in the same way the feed should always be steady—never force the work at the cutter. Should the self-act mechanism be usable for a particular operation, which will be somewhat rare with chuck-driven cutter, the lowest speed must be used. But, as I have explained, this is rare in the lathe, as most operations in this class of work must by their nature call for hand feed.