



























































































































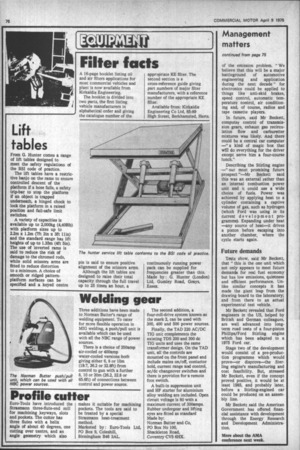
Welding gear
Page 78
If you've noticed an error in this article please click here to report it so we can fix it.
Three additions have been made to Norman Butter's range of welding equipment. To cater for more flexible operation in ivIIG welding, a push/pull unit is available which can be used with all the NBC range of power sources.
There is a choice of 250amp air-cooled or 400amp water-cooled versions both giving either 6, 8 or 10m (19.7, 26.2 or 32.8ft) from control to gun with a further 8, 10 or 20m (26.2, 32.8 or 65.6ft) of connections between control and power source. The second addition, a four-roll-drive system known as the mark 2, can be used with 300, 400 and 500 power sources.
Finally, the TAD 220 AC/DC TIG unit complements the existing TDS 200 and 300 dc TIG units and uses the same transformer design. On the TAD unit, all the controls are mounted on the front panel and include mains on/off, contactor hold, current range and control, ac/dc changeover switChes and there is provision for a remote foot switch.
A built-in suppression unit and HF starter for aluminium alloy welding are included. Open circuit voltage is 80 with a maximum current of 300amps. Rubber undergear and lifting eyes are fitted as standard Made by: Norman Butter and Co, PO Box No 100, Shackleton Road, Coventry CV5 6HX..