















































































































HE VITAL LINK
Page 57
Page 56

Page 58

If you've noticed an error in this article please click here to report it so we can fix it.
by John Savage, A.I.R.T.E.
Reduction of Pipe Failures Makes an Important Contribution to Reliability : There are Many Approaches to this Objective : Great Care Needed in Forming Connections and Ensuring Scrupulous Cleanliness
STRESS is frequently laid on the importance of maintaining the precision-made fuel-injection equipment of an oil engine at the highest level of efficiency. Included in this equipment are the highpressure feed pipes which, although they form the vital link between the pump and injectors, are far too often neglected. Their quality and condition, however, play no small part in the successful performance of the engine, both from the aspect of power output and reliability.
The size and condition of the bores of the pipes are important if the required injection characteristics are to be maintained, and the end-fittings, the material, and the way in which the pipes are installed, contribute to their resistance to failure.
Before visiting manufacturers of pipes and pipe material, to find out how these requirements are satisfied, I questioned several operators about fuel pipes and I learnt .that, in general, they gave little trouble except for breakages. These occur fairly frequently, although there are some vehicles in which the trouble is never experienced.
Devastating Results
Vehicle breakdowns are highly inconvenient and irritating, whatever the cause, and more particularly when they are due to minor troubles that might have been avoided. Some drivers refuse to continue their journey when their cabs fill with fumes as the result of a fractured pipe. Others have been known to blank-off the pipe, or the delivery-valve holder—with devastating effect on the injection pump. Air locks, caused by cracked pipes or badly fitted connections, are the major trouble experienced with the low-pressure fuel-feed pipes, but more about these later.
At the works of Accles and Pollock, Ltd., Birmingham, I saw a hollow steel billet, 40 mm. in diameter, cold drawn in several stages until it was only 6 mm. outside diameter, with a 11 min.-diameter bore. The process of drawing and annealing is carefully arranged to produce a bright annealed tube with consistent properties Over its entire length, a condition which is maintained from batch to batch.
The bore diameter is held to within plus or minus 0.003 in., and it is smooth, uniform in size and free of scale. The material is a soft mild steel, which is very ductile and is therefore resistant to fatigue failure.
All the pipes, which, at this stage, vary in length from 5 ft. to 13 ft., are sealed at the ends to prevent contamination or corrosion of the bores. Each pipe is finally
c I 6 examined for flaws, and coated with oil • to prevent corrosion on the outside. During the past few years, Aecles and Pollock, Ltd., have developed a process which ensures that .the bores are perfectly clean and free from particles Of scale; which play havoc with injectors.
At th.e Uxbridge Trading Estate, Middlesex, where Kenilworth Products make thousands of NO pipes for British oil engines, I watched the tubes being cut to length prior to forming the nipples. An upsetting tool, somewhat similar to the original Bosch nipple-forming , tool, is used. In the process of forming the nipples there is a risk that the bore will close in slightly, or that . a burr will be formed at the end of the pipe. Each end. is therefore carefully drilled to ensure that the bore is kept to the, required size. The pipes are then bent and fitted to a contour gauge to check that each pipe conforms to the specified shape.
To remove any metal chips from the drilling operation, and as a final check for scale; the pipes are immersed in paraffin and a pair of twisted steel wires is passed through the bores. The pipes are then finally flushed through and the ends are dipped in Gloscoat, a proprietary sealing compound, to prevent corrosion or entry of dirt into the bores. Throughout manufacture, the utmost care is taken to avoid nicking or marking the outside of the tube, as this may cause premature failure.
Every Possible Precaution Engine builders specify certain bore sizes and pipe lengths to help obtain the required engine characteristics. It is therefore important that bores are to size, and consistently so over their length, and from pipe to pipe. The absence of scale or any other loose material is most essential. After watching the manufacture of these high-pressure fuel pipes, I am satisfied -that every possible precaution is taken to see that the above requirements are satisfied.
Operators who make their own replacement pipes would be well advised to carry out.a.11 the operations as' carefully as the makers of the original equipment. Only. in this way will engine .Orforrnanc.e and injector life be maintained.
So far as the life of the pipes is concerned, there appears to be room for improvement, but the fact that. many engines do not suffer pipe failtires at all is an indication that neither the material nor the pipes"themselves are at fault.
It has been established that pipes fail because of resonant vibrations produced by shock waves travelling through the engine. Relative movement between the pump and injectors will also contribute towards failure.
C.A.V., Ltd., who do not make pipes, but naturally have an interest in their reliability, have carried out , extensive tests. These have shown that a vibrating pipe with a high fatigue stress can be restrained with a small rubber sleeve". The vibration is reduced and the fatigue stress lowered to a safe figure.
Rigid clamping of the pipes is another approach which is known to reduce failures to some extent, and is adopted by many engine manufacturers.
Certain types of end connection are favoured more than others, and some do appear to give a slightly longer life than the popular single-cone type. Generally, however, these solutions are only palliatives, and it is my belief that, except in the case of very long pipes which must be supported, pipe failures can be substantially reduced without the use of additional components or special fittings. Evidence supporting this was produced by C.A.V., Ltd., in the course of their tests, Which led to the adoption of the rubber dampers.
No Need for Dampers On an unspecified engine, fatigue stresses of about II tons p.s.i. Were measured in some of the pipes, when undamped, yet the severest stress measured in one pipe was only 4 tons p.s.i. This figure is considered to be satisfactory and in some eases is reached even when dampers are fitted.
If some pipes on an engine do not vibrate as much as others," the factors to which the difference can be attributed are variations in length and the shape to which the pipes are bent. Vibration can sometimes be reduced merely by altering these features. • Some operators have expressed surprise at the fact that on certain engines it is the short pipes that fail first.
The important point is that the frequency of the resonant vibration will be higher in the case of a short pipe, and for a given deflection at the centre, the stress at the fixed ends will be higher. Even if the stiffness of the shorter pipes results in a smaller deflection, the frequency is higher and fatigue failures are likely to occur sooner. Furthermore, if there is any movement between the pump and the injectors, the shorter pipe will be strained more severely.
It is often possible to reduce these failures simply by bending the pipe to a different shape, and although it is unwise to increase the pipe length appreciably, say, not more than I to 2 in., as this retards the point of injection, it is sometimes a course worth trying.
Manufacturing Care
Fatigue of the material is undoubtedly the root cause and vibration should therefore be reduced to a minimum. Nevertheless, the degree of care exercised in the manufacture of the pipes and in their installation contributes largely towards their life. Pipes which fail due to fatigue usually fracture just at the neck of the connection, and although care must be taken to avoid damage to this vital portion, the formation of the nipple itself, or the drilling of the bore, does not extensively contribute to the failure.
Proof of this lies in the fact that on one type of engine, which uses loose brass olives that do not deform the pipe, more pipe failures are experienced than with most engines.
Metal fatigue or work-hardening is also the main cause of copper feed-pipe failures, although, in this case, vibration is not usually so troublesome as is relative movement between engine and chassis. This is normally £18 countered by joining lengths of pipe with resilient connections, but these can be a source of air leaks, and slivers of rubber, shaved off when the pipe is inserted, have been known to make feed pumps inoperative.
On many vehicles, solid-drawn steel tubing has superseded the use of copper for feed pipes, but whilst they certainly reduce the risk of fatigue failure, as steel does not work-harden as quickly as copper, they are not so easy to replace because they are somewhat more difficult to bend. Another alternative is welded or brazed tube, but this is not a good solution as there is always a chance of a minute break developing in the welded seam.
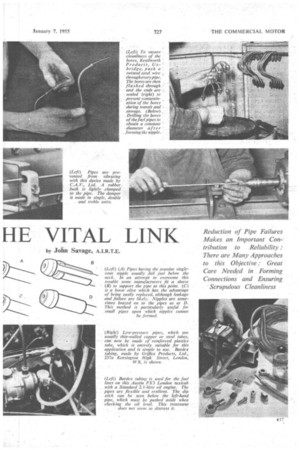
A recent product that does appear to be very satisfactory is reinforced plastics tubing (p.v.c.). Practically all the London taxicabs fitted with oil engines have fuel lines of Bardex, which is manufactured by Griflex Products, Ltd., 237a Kensington High Street, London, W.8. This tubing appears to possess all the qualities demanded of fuel-feed lines of .oil engines.
' In addition to being flexible and tough, it can be easily fitted and will take sharp bends without the fear of reducing the bore size. Fitting the connections is easy, and a simple crimping tool is the only special equipment needed. Also, ii is transparent, which enables air locks and stoppages to be easily traced.
Its growing use on oil engines is assured as no skill is required in fitting the ends, and the danger of contaminating the lines with Metal chips, scale or brazing flux is eliminated.
Bardex lends itself to repairs on the road, as it is necessary to fit only one connection to a coil of pipe, connect it up, and cut it to length. Provided that a few feet of pipe are free to enable the crimping tool to be hammered on the ground, there is no need to remove the pipe to fit the second connection.
The weak point is at the ferrule, but if the pipe be adequately supported there is little likelihood of failure. Its price is competitive with that of copper tube. P.V.C. tubing not only provides an answer to the fuel feed-pipe failure problem, but its use simplifies installa tion. So far as the high-pressure injector pipes are concerned, even given a perfect pipe it still remains a matter of avoiding undue vibration and strain if failures are to be kept to a minimum.