

































RUNNING, UPKEEP AND OVERHAUL.
Page 33
If you've noticed an error in this article please click here to report it so we can fix it.
Interesting Contributions from Maintenance Engineers, Drivers and Mechanics.
Turning Cardan-shaft Trunnions.
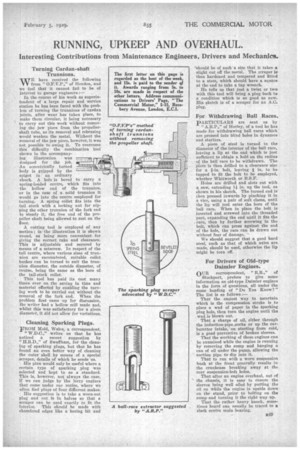
WE have received the following from " 0.F.V.P.," of Hendon, and we feel that it cannot fail to be of interest to garage engineers :— In the sours:: of his work as superintendent of a large repair and service station he has been faced with the problem of turning the trunnions of cardan joints, after wear has taken place, to make them circular, it being necessary to carry out this work without removing the jaw piece from the propellershaft tube, as its removal and rebrazing would weaken the metal. Without the removal of the jaw piece, however, it was not possible to swing it. To overcome this difficulty the combination tool shown in the accompanying illustration was designed for the job. An eccentrically turned body is gripped by the spigot in an ordinary chuck. 4 hole is bored to carry a spring-loaded centre, which fits into the hollow end of the trunnion, or in the case of a solid trunnion It would go into the centre employed for turning. A spring collet fits into the tail stock with a locking nut for nipping the other trunnion of the fork end to steady it, the free end of the propeller shaft being allowed to rest on the floor.
A cutting tool is employed of any section ; in the illustration it is shown round, as being more convenient for giving the correct rake and clearance. This is adjustable and secured by means of a setscrew. in respect of the tail centre, where various sizes of trunnion are encountered, suitable collet bushes can be turned to suit the trunnion diameter, the outside diameter, of course, being the same as the bore of the tail-stock collet.
This tool has paid its cost many tunes over on the saving in time and material effected by enabling the turning work to be carried out without the removal of the fork end. When the problem first came up for discussion, the writer had a hollow mill made and, whilst this was satisfactory for a given diameter, it did not allow for variations.
Cleaning Sparking Plugs.
FROM Mold, Wales, a correspondent,
" W.D.C.," writes us that he has noticed a recent suggestion by "H.R.D.," of Swaffham, for the cleaning of sparking plugs, but that he has found an even better way of cleaning the outer shell by means of a special scraper, details of which he sends us.
His plan would only be useful where a certain type of sparking .plug was selected and kept to as a standard. This is, however, not always the case, If we can judge by the lorry engines that come under our notice, where we often find plugs of four different makes.
His suggestion is to take a worn-out plug and cut it in halves so that a scraper can be used exactly to fit the interior. This should be made with chamfered edges like a boring bit and
should be of such a size that it takes a slight cut off the metal. The scraper is then hardened and tempered and fitted to a stem, which should have a square at the end to take a tap wrench.
He tells us that just a twist or two with this tool will bring a plug back to a condition which is as good as new. His sketch is of a scraper for an A.C. plug.
For Withdrawing Ball Races.
PARTICULARS are sent us by " A.R.P.," of Horley, of a tool he has made for withdrawing ball races which are pressed into blind holes in dynamos and starters.
A piece of steel is turned to the diameter of the interior of the ball race, leaving a lip at the end which is just sufficient to obtain a hold on the radius • of the ball race to be withdrawn. The piece is then drilled to a clearance size for a i-in, bolt, leaving in. to be tapped to fit the bolt to be employed, whether Whitworth or B.S.F.
Holes are drilled and slots cut with a saw, extending 1 in. up the tool, as shown in his sketch. The turned end is then pressed inwards by pinching it in a vice, using a pair of soft clams, until the lip will just enter the bore of the ball race. When in place the bolt is inserted and screwed into the threaded part, expanding the end until it fits the race, then by further screwing in the bolt, which can press against the end of the hole, the race can be drawn out without fear of damage.
We should suggest that a good hard steel, such as that of which axles are made, should be used, otherwise the lip might be torn off.
For Drivers of Old-type Daimler Engines.
OUR correspondent, "R.R.," of
Stockport, prefers to give some information on old-type Daimler engines in the form of questions, all under the same heading of "Do You Know?" The list is as follows :— That the easiest way to ascertain which is the compression stroke is to place a wad of paper in the sparking plug hole, then turn the engine until the wad is blown out.
That a charge of oil, either through the induction-pipe cocks or up the carburetter intake, on starting from cold, is a good preventive of broken sleeves. That the working of these engines can be examined while the engine is running by removing the sump and hanging a can of oil under the pump, allowing the suction pipe to dip into it.
That to run with a worn suspension bush at the front generally results in the crankcase breaking away at the rear suspension-bolt holes.
That after an engine overhaul, out of the chassis, it is easy to ensure the sleeves being well oiled by putting the oil on while the engine is upside down on the stand, prior to bolting on the sump and turning it the right way up.
That the rather heavy knock, sometimes heard can usually be traced to a slack centre main bearing.