































IN THE REPAIR SHOP.
Page 31
If you've noticed an error in this article please click here to report it so we can fix it.
Suggestions for Making Work Easier put forward by our Driver aid Mechanic Readers.
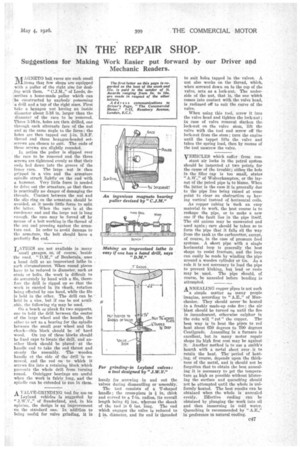
MAGNETO ball races are such small .1.1Litems that few shops are equipped. with a puller of the right size' for deal-Jug with them. "C.T.M.," of Leeds, describes a home-made puller which can be constructed by anybody possessing a drill and a tap of the right sizes. First take a hexagon nut having an inside'
• diameter about 246 in. larger than the
• diameter of the race to be removed. Three =3-16-in. holes are than drilled, one through each alternate face of the nut and at the same angle to the faces; the holes are then tapped out 4-in. B.S.F. thread and 'three hexagon-headed setscrews are chosen to suit. The ends of those screws are slightly rounded.
. In action the puller is slipped over the race to be removed and the three screws are tightened evenly so that their ends bed down into the groove of the inner race. The large nut is then gripped in a vice and the armature spindle struck lightly on the end with a hammer. Very little force is .needed to drive out the armature, so that there is practically no danger of damaging the threads. Contact between the nut and the slip ring on the armature should be avoided, as it needs little force to split the. latter. When the race is at the condenser end and the large nut is long enough, the race may be forced off by means of a bolt working in the thread of the nut and pressing against the armature end. In order to avoid damage to the armature, the bolt should have a perfectly flat end.
LATHES are not available in many small garages, or. of course; beside the road. "DM.," of Benbecula, uses hand drill as an improvised lathe in • such circumstances. When round pieces have to be reduced in diameter, such as studs or bolts, the work is difficult to do accurately by hand with a file, therefore the drill is rigged up so that the work is carried in its chuck, rotation being effected by one hand, while the file is held in the other. The drill can. be held in a vice, but if one be not available, the following rig may be used.
Ori a beach or plank fix two supports, one to hold the drill between the centre of the large wheel and the handle, the other to act as: a bearing for the spindle between the small gear wheel and the chuck—this block should be of hard wood. On top of these blocks should be fixed caps to locate the drill, and another block should be 'placed at the handle end to take the end thrust and steady the assembly. The wooden handle at the side of the drill is removed, and the rod on towhich it screws fits into a retaining block which prevents the whole drill from turning rotted. Outrigger bearings are useful when the Work is fairly long, and the spindle can be extended to run in them.
A VALVE-GRINDING tool for use on. ' Leyland vehicles is suggested by " of Sunderland, and, in his opinion, the design is an improvement on the standard one. In addition to being useful for valve grinding, it is
handy for screwing in and out the valves during dismantling or assembly.
Th tool consists of a, T-shaped handle ; the cross-piece is 4 in. thick and curved to a 7-in, radius, its overall length being 44 ins., whereas the shank of the tool is 6 ins. long. The end which engages the valve is reduced to
in. diameter, and its end is threaded
to suit holes tapped in the valves. A nut also works on the thread, which, when screwed down on to the top of the valve, acts as a lock-nut. The underside of the nut, that is, the one which comes into contact with the valve head, is radiused •off to suit the curve of the valve.
When using this tool, screw it into the valve head and tighten the lock-nut ; in ease of valve removal slacken the lock-nut on the valve stem, lift the valve with the tool and screw off the lock-nut from the stem; turn the engine until the tappet lifts the valve and takes the spring load, then by means of the tool unscrew the valve.
VEHICLES which suffer from con
stant air locks in the petrol system should be inspected at two points for the cause of the trouble-; either the hole in the filler cap is too small, states "A.W.," of Wolverhampton, or the layout of the petrol pipe is to blame. When the latter is the case it is generally due to the pipe line being raised at some point to clear an obstruction or having vertical instead of horizontal coils.
As copper tubing is Such an easy material to work, the best course is to reshape the pipe, or to make a new one if the fault lies in the pipe itself. The old unions may be unsweated and used again; care should be taken so to form the pipe that it falls all the way from the tank to the carburetter, except, of course, in the case of pressure feed systems. A short pipe with a single horizontal loop is generally the best shape to resist fracture, and the loop can easily be made by winding the pipe around a wooden cylinder or tin. As a rule it is not necessary to load the pipe to prevent kinking, but lead or resin may be used. The pipe should, of course, be annealed before bending is attempted. •
ANNEALING copper pipes is not such
a simple matter as many people imagine, according to " A.E.," of Manchester. They should never-be heated in a freshly made-up coke fire ; the air blast should be turned on until the fire is incandescent, otherwise sulphur in the coke will 'rot" the copper. The best way is to heat the pipes to red heat about 650 degrees to 700 degrees Centigrade. Annealingin a furnace is excellnt, but in many motor repair shops its high first cost may be against it. Another method is to use a smith's hearth with a metal sheet over it to retain the heat. The period of heating, of course, depends upon the thickness of the metal, and it should not be forgotten that to obtain the best annealing it is necessary to get the temperature as high as possible without blistering the surface and quenching should not be attempted until the whole is uniformly heated. The best resultscan be obtained when the whole is annealed evenly. Effective cooling can be obtained by plunging the work into oil and then immersing in cold water. Quenching is recommended by " A.E.," Iii preference to natural cooling.