



















































































FLEET MAINTENANCE BETWEEN PEAKS
Page 38
Page 39
Page 40
If you've noticed an error in this article please click here to report it so we can fix it.
Maintaining a Fleet of 527 Buses in the Pennine Area is a Task Requiring a Close Schedule of Maintenance and Repair. The work of the " North Western" Engineers is Aggravated by having to Maintain All Vehicles in a Roadworthy Condition for Week-end Operation
THE widespread activities of the North-Western Road Car Co., Ltd., reviewed in "The Commercial Motor" last week, necessitate most careful control on the mechanical side, particularly in view of the arduous conditions of operation in much of the area served.
The fleet of 527 licensed vehicles is composed of Bristol, Guy and Leyland chassis, 26 of which were first put on the road in 1931. The older stock of 80 petrolengined vehicles operates mainly on short-distance journeys, serving local factories.
On the basis of miles run per week, the petrol-engined chassis operate only 7 per cent. of the fleet's mileage, whereas the oil-engined coaches on long-distance operation cover regular weekly mileages of 1,200. The fleet ratio is 119 double-decker to 308 single-decker chassis. The peak period of operation is at week-ends, when it is customary for 99 per cent. of the fleet strength to be on the road.
To achieve this high percentage, close attention has to be paid to maintenance and overhaul arrangements, and the repair system must be devised to make a maximum number of vehicles ready for weekends.
Mr. F. Clayton, A.M.I.Mech.E., the " NorthWestern " engineer, outlined the system of maintenance , and repair which is observed in the garages and workshop. The entire fleet is inspected fortnightly by the foremen at the garages on a rota compiled at headquarters. While the bus is being inspected, the chassis is greased and all defects are noted and repaired as far as possible. Defects not attended to immediately are dealt with, as time permits, before the next inspection is due. A copy of the defect report sheet is sent to the engineer, and the repair state recorded on the graph in his general office. He can thus ascertain immediately whether repairs on any particular vehicle are behind schedule.
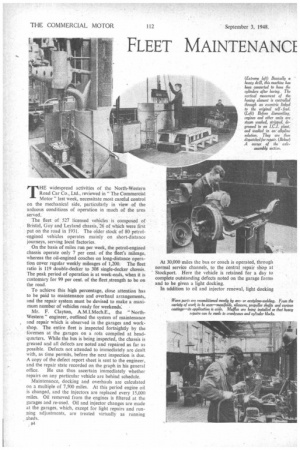
Maintenance, docking and overhauls are calculated on a multiple of 7,500 miles. At this period engine oil is changed, and the injectors are replaced every 15,000 miles. Oil removed from the engines is filtered at the garages and re-used. Oil and injector changes are made at the garages, which, except for light repairs and running adjustments, are treated virtually as running sheds.
B4 At 30,000 miles the bus or coach is operated, through normal service channels, to the central repair shop at Stockport. Here the vehicle is retained for a day to complete outstanding defects noted on the garage forms and to be given a light docking.
In addition to oil and injector renewal, light docking consists mainly of the exchange of the cylinder head for a sekviced unit, cleaning of oil filters, unit adjustments, and a general tightening-up of chassis and body bolts and brackets. The brakes are refaced if required Minor toady repairs which can be completed within the day also receive attention. Normal service is continued up to 60,000 miles, when the vehicle is routed to Stockport for a three-day medium docking, and is repainted the following week before being returned to its operating depot. In addition to the normal light docking work, the pistons and cylinder block are changed. This has proved beneficial, because of the much-improved oil consumption (which at present is 900-1,000 miles per gallon), and bearing failures are non-existent. Added to this, the fuel consumption of the fleet has greatly improved since the inauguration' of this scheme. At present the consumption rate stands at 12.72 m.p.g. The fuel pump is removed during docking, and is calibrated and phased before being replaced.
it is simple to compile a Schedule so that the vehicle is withdrawn from service during the week for docking, but a detailed repair system has to be observed during the 120,000-mile general overhaul, which generally takes three weeks. The vehicle has to be kept in a fit state for operation at the week-ends.
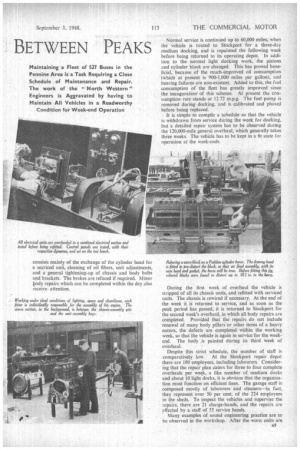
During the first week of overhaul the vehicle is stripped of all its chassis units, and refitted with serviced units. The chassis is rewired if necessary. At the end of the week it is returned to service, and as soon as the peak period has passed, it is returned to Stockport for the second week's overhaul, in which all body repairs are completed. Provided that the repairs do not include renewal of many body pillars'or other items of a heavy nature, the defects are completed within the working week, so that the vehicle is again in service for the weekend. The body is painted during its third week of overhaul.
Despite this strict schedule, the number of staff is comparatively low. At the Stockport repair depot there are 180 employees, including labourers. Considering that the repair plan caters for three to four complete overhauls per week, a like number of medium docks and about 10 light docks, it is obvious that the organization must function on efficient lines. The garage staff is composed mostly of labourers and cleaners—in fact, they represent over 50 per cent. of the 224 employees in the sheds. To inspect the vehicles and supervise the repairs, there are 21 charge-hands, and the repairs are effected by a staff of 55 service hands.
Many examples of sound engineering practice are to be observed in the workshop. After the worn units are as
removed from the chassis, they are conv.eyed to an outbuilding, in which are installed a Weaver Steam Jenny, an I.C.I. degreasing plant and a home-made alkaline rinsing plant. The components are first cleaned down, using the steam plant, and then stripped and degreased.
Soft cylinder liners are fitted to the engines and they are machined to one of two standards on a Paddon cylinder borer. A block being machined at the time of my visit was fitted with a dummy cylinder head and gasket. This, as Mr. Clayton explained, pre-distorted the block during machining, and, when finally fitted with the cylinder head, the bores would be true.
Before, when the blocks were machined without this attachment, marked distortion took place when the head was fitted, thus causing premature failures. The cylinder blocks I saw were being honed on a home-made machine, which, basically, was a heavy drill, the vertical movement of the honing element being controlled through an eccentric linked with the original self-feed of the machine.
Power Drive for Line Borers
Main and big-end bearings are machined on Newton line borers, the power drive being an adaptation made by the " North-Western " engineers. Valves are refaced on a Black and Decker machine, and their seatings recut by a Hall eccentric grinder.
After asseinbly, the engines are motored and tested for 12 hours on a bench which incorporates two TillingStevens petrol-electric motors. Although this set has the advantage that engines may be motored for the runningin period, it is not of sufficient capacity to absorb the power of the engines under full load, so that their ultimate test is made on part-load.
Worn parts are reconditioned mostly by arcor acety lene welding in the welding shop. The variety of work to be seen showed its wide application. Heavy repairs in the nature of cracked cylinder blocks requiring muffle welds are at present farmed out, but-plans are in hand for this work to be done on the premises.
Because of the need for heavy repairs to the oldel rolling stock, space is rather restricted, particularly in the body shop and tinsmith's section. Unfortunately, although the workshops could be extended, building permits are not being granted. An illustration of how full advantage of the available covered space is being taken may be seen in the sawmills, where the lower floor accommodates the timber and machines, and an upper storey, built in the shop, houses the trimming section.
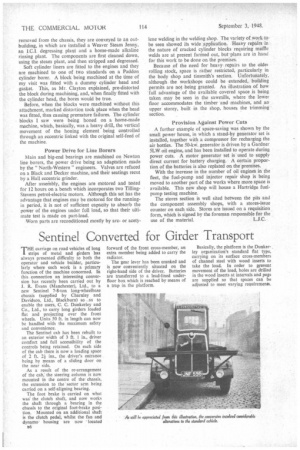
Provision Against Power Cuts
A further example of space-saving was shown by the small power house, in which a stand-by generator set is installed, together with a compressor for recharging the air bottles. The 50-kvi. generator is driven by a Gardner 5LW oil engine, and has been installed to operate during power cuts. A motor generator set is used to supply direct current for battery charging. A certain proportion of the batteries is also replated on the premises.
With the increase in the number of oil enginet in the fleet, the fuel-pump and injector repair shop is being moved to another part of the works where more space is available. This new shop will house a Hartridge fuelpump testing machine.
The stores section is well sited between the pits and the component assembly shops, with a stores-issue counter on each side. Stores are issued on a requisition form, which is signed by the foreman responsible for the use of the material. L.J.C.