 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 159
159 160
160 161
161 162
162 163
163 164
164 PACKING FOR EXPORT
Page 52
Page 53

Page 54

If you've noticed an error in this article please click here to report it so we can fix it.
is an art
PACK1NG for export falls into two broad classes so far as commercial vehicles and parts • are concerned. First, there is repetition packing of the type undertaken by some of the bigger manufacturers in their own export departments. This presents the planning problems associated with any form of mass production and, one they have been solved, everything settles 'down to a routine which is normally disturbed only when models are changed. Typical methods employed in this class of work were describpd in "The Commercial Motor" dated August 16, 1946.
The second class of export packing calls for a different organization. In this case, the work is undertaken by specialist packing concerns having no connection with the manufacturing side of the industry and which exist to pack what comes to them, be it a small portable engine or a complete 15-ton chassis and cab. Naturally a certain amount of repetition work is undertaken and such work is welcomed as a relief from the constant problems presented by varied types of vehicle received for dispatch to overseas markets which, in themselves, call for varied treatment according to the particular import regulations in force. —
Australia's Requirements
Australia, for example, requires vehicles to be received in a completely unassembled state (preferably with riveted parts unerected) if the preferential rate of duty is to be obtained, whilst vehicles are normally supplied less tyres and batteries. Moreover, in order to obtain maximum advantage. of the regulations, it is necessary to group any items dutiable at a high rate together, because the case in which parts are packed is in itself dutiable at tilrie same rate.
In New Zealand and South Africa by contrast, engines, gearboxes and transmission lines may be left in place but axles are normally removed to simplify packing and reduce freight. The o6 Benelux countries not only demand C.K.D. (completely knocked down) treatment but require engines to be broken down to the cylinder block and sump (i.e., all the auxiliaries to be removed, including clutch and gearbox) and specify that tyres are shipped separately from wheels.
There are markets where skilled labour is either short or not available at all and to which vehicles must obviously be sent in a more or less complete state except for the stripping of parts which can readily be replaced without special tools or skill.
These remarks on export requirements are not intended in any way as an exhaustive summary of regulations on the subject but are included merely as examples of the various requirements of importing countries which are reflected in the packing of goods shipped to them.
It will be quite obvious, therefore, that in work of this kind fluidity is essential and the packers must be prepared to treat each job as a " one-off " problem, devising the best methods on the spot and tapping their wide experience and knowledge to produce a quick answer to the particular requirements involved.
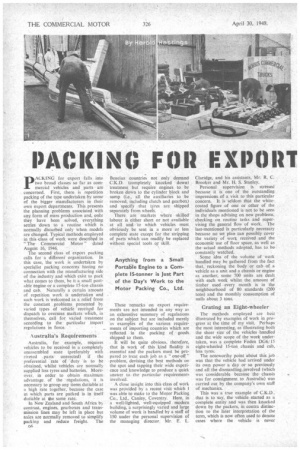
A close insight into this class of work was provided by a recent visit which was able to make to the Motor Packing Co.. Ltd., Canley, Coventry. Here, in a well-lighted, well-equipped modern building, a surprisingly varied and large volume of work is handled by a staff of 150 under the personal supervision of the managing director, Mr. E. L. Claridge, and his assistants, Mr. R. C. Brooker and Mr. H. S. Stanley.
Personal supervision is stressed because it is one of the outstanding impressions of a visit to this particular concern. It is seldom that the whitecoated figure of one or other of the individuals mentioned is not to be seen in the shops advising on new problems, checking on routine tasks and supervising the general flow of work. The last-mentioned is particularly necessary because no set plan can possibly cover the variety of work received and the economic use of floor space, as well as the actual methods adopted, has to bo constantly watched.
Some idea of the volume of work handled may be gathered from the fact that, reckoning the body or cab of a vehicle as a unit and a chassis or engine as another, some 700 units are dealt with each week whilst the amount of timber used every month is in the neighbourhood of 80 standards (200 tons) and the monthly consumption of nails about 3 tons.
Crating an Eight-wheeler
The methods employed are best • illustrated by examples of work in progress at the time of my visit. Perhaps the most interesting, as illustrating both the sheer size of the vehicles handled and the wide scope of the work undertaken, was a complete Foden 0G6/15 eight-wheeled 15-ton. chassis and cab, less tyres.
The noteworthy point about this job was that the vehicle had arrived under its own power a day or so previously and all the dismantling.involved (which was considerable because the chassis was for consignment to Australia) was carried out by the company's own staff of mechanics.
This was a true example of C.K.D., that is to say, the vehicle started as a complete entity and was then knocked down by the packers, in contra distinction to the later interpretation of the term, which is now often used to denote cases where the vehicle is never the parts on a stout wood base 29 ft. long and 3 ft. 4 ins, wide, these dimensions coinciding with those of the main chassis frame, which formed the base of the pack. Only the end grossmembers had been left in' place, the others having been detached to provide better packing accommodation.
The two rear axle and one of the forward axles were placed longitudinally inside the frame with the wheels left in place. The remaining axle, with wheels removed, was placed on top and the various other items such as radiator. springs, tank, seats and miscellaneous parts were being built up to a height of 2 ft. II ins, to complete the whole enormous pack.
From the Ground Up
The principle involved in this instance was the usual one of making the base of the case first and then building up the individual parts before finally nailing the sides and top of the case in position. Considerable ingenuity was in evidence in the way individual parts Were fitted one within the other and baulks of timber were used wherever necessary to locate parts and prevent them shifting during transit.
This case, when complete, would have a weight in the neighbourhood of 4l. tons and it was one of the three required for the complete vehicle. In the second, the engine and gearbox complete and the rear-axle boxes were being put together in a case measuring 8 ft, by 2 ft. 9 ins. by 4 ft. 4 ins. and weighing 30 cwt.
Work was also going ahead on the third case in which, in an overall space. of 7 ft. by 5 ft. 6 ins. by 2 ft. 6 ins., the complete sections of the dismantled cab together with detailed items of equipment would eventually be packed, the weight in this case working out at 10 cwt.
As already mentioned, this Particular vehicle was for consignment to Australia and involved the maximum amount of dismantling. When similar chassis are sent to South Africa, the job is simplified by leaving the engine in position and all chassis parts, with the exception of one rear axle, are packed. in a single case.
Packing Double-deckers
Also being handled at the time of my visit was a series of Daimler CVG6DD double-deck bus chassis. Here again, C.K.D. form was being adopted but in this case, the problem was simplified by receipt of component parts, whilst a further simplification from the shipping angle lay in the fact that these particular vehicles were being exported in batches of four. This enabled the parts to be intermixed to some extent.
Each engine, however, was packed separately with the springs, steering gear and the tool kit of its own chassis. Another series of cases contained everything else relative to each particular vehicle, with the exception of wheels, frame members and front wings, an interesting detail which I noticed being the treatment of the long exhaust system, which, for export purposes, the rnanufacaurers had cut into two sections which could be sleeved together on assembly.
D8 Inter-mixture of parts was in evidence in the treatment of wings, all of which were packed together in a single case.
The remaining parts were not being either boxed or crated. The chassis sidemembers were merely being assembled in bundles, bolted together and tabled for dispatch without further packing. Similarly the wheels and tyres were bolted together in pairs as they stood, the inflated tyres providing all the protection necessary.
The chassis I saw were being dispatched to Sydney, Australia, where they are assembled by agents and delivered overland to destinations sometimes as far as 9,000 miles from the port. That howevar, is incidental to the present story.
Inanother part of the shop was a series of Morris-Commercial PV15/20 chassis without cab or body.. These were 'being dealt with on a routine basis and the principle of intermixing was again much in evidence. In this instance the components could be grouped conveniently into batches of five.
In one case, the engines, radiators, tanks, dashboards and steering units were disposed neatly together. In another, all the remaining parts were contained, the basis being the five rear axles, above which front axles, propellor shafts, cross-members and all small parts, appropriately bagged and labelled, were placed.
Bundles of Wheels
The chassis-frame side-members were being treated in the same manner as those of the Daimler; so were the wheels, which were bolted together in three bundles of eight (with the odd one in one of the cases).
Parts for these Morris-Commercial vehicles are received separately and are stored in shelves adjacent to the point where the packing is carried out; the fact that the shelves allotted to this particular job are empty when packing is complete, forms a check that nothing has been omitted.
The manner in which the parts are selected at the Morris works, although not directly conneeted with the present story, is interesting. The system followed is to send a special case down the assembly line where the vehicles are normally built up, the operatives at the various stages merely placing the parts with which they are concerned into this case instead of fitting them in position on a chassis.
Other jobs which I noted included a batch of Coventry Climax trailer firepumps being packed in completely assembled state, apart from removal of the wheels, and a large batch of Perkins P6 oil engines for Australia, where they have a ready market for large American petrol lorries converted to oilers. .
An interesting point here was the way in which exhaust and induction manifolds, oil filler and breather orifices and the outlet and inlet pipes of the cooling system were carefully sealed with tape, this work having been carried out after the engines had been inhibited with suitable oil to prevent internal rusting.
Protection Against Corrosion
External parts are treated with 1033 solution (a lanoline base preparation) to prevent external deterioration. A further precaution against rust-which is used for packing parts liable to corrosion consists of lining the cases with waterproof paper.
The general principles followed in the examples of vehicle and component packing which 1 have given are common to all jobs undertaken, although the individual problems vary widely with various commissions. The Motor Packing Co., Ltd., is, however, particularly well qualified, both in experience and plant, to deal with these individual problems asthey arise and the factory is laid out with these needs in mind.
Two Wharton 5-ton overhead cranes traverse the entire length of the two bay's, whilst smaller wall cranes are provided at intervals for loading lighter components. In addition, the wood shop is well equipped to deal with both individual and routine work.
The concern is fortunate, too, in being associated with two complementary enterprises—the shipping concern of Claridge Holt and Co, Ltd., of London and Liverpool, and the Rapid Road Transport Co., Ltd., which handles the transport side.