



















































































































ROAD AND WORKSHOP by Handyman
Page 45
If you've noticed an error in this article please click here to report it so we can fix it.
Use and Care of Twist Drills
–IF the tens of thousands of holes drilled daily during vehicle. repair round 85 per cent are non-precision, ceding only a twist drill push:ng through tin plate, wood, alloy or plastic. The ler 15 per cent, however, could well call nskill and accuracy far above average. Engine, steering and transmission parts sli for various " fits ", and terms such stiding, push, drift and interference fits .e well 'known. In reconditioning work major units any old method will just )t do, so the people employed on this ass of work need to know a good deal >out the use and care of drills.
For a long time the twist drill has been tiversally adopted where fast and good ass work is called for. Its design is ch that the " lands " bear against the le of the hole, and if accurately located e hole will be true. Also, the land ea in contact with the hole is reduced the minimum, thus lowering friction. us gives a long life and permits almost non-stop operation. However, the true diameter of a twist drill applies to a very narrow portion of the land only. This area can suffer if carelessly used and no engineer would use a drill for a real precision job that had been wriggled around to enlarge some hole in the hands of an unskilled operator.
The twist drill is designed with a spiral groove to give a good "rake" to the cutting face, and the correctly-sharpened drill running at the right speed will release a continuous curling shaving. Incorrectly sharpened, the drill will produce broken chips or powder and, surprisingly enough, it takes less horse power to produce the curled shaving than the chips, grit or powder.
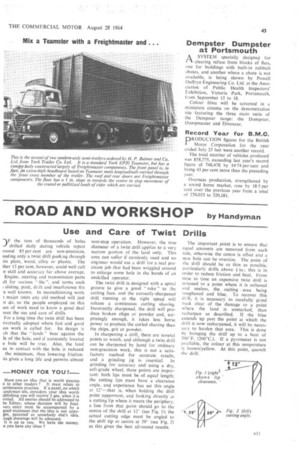
In sharpening a drill, there are several points to watch, and although a twist drill can be sharpened by hand for ordinary non-precision work, this is not a satisfactory method for accurate results, and a grinding jig is essential. In grinding for accuracy and using a dry, soft-grade wheel, these points are important: both lips must be of equal length; the cutting lips must have a clearance angle, and experience has set this angle at 12"—that is, when holding the drill point uppermost, and looking directly at a cutting lip where it meets the periphery, a line from that point should go to the centre of the drill at 12° (see Fig. 1); the actual cutting edge must be angled to the drill tip or centre at 59° (see Fig. 2) as this gives the best all-round results.
The important point is to ensure that equal amounts are removed from each side, otherwise the centre is offset and a new hole can be oversize. The point of the drill should be as thin as possible, particularly drills above in.; this is in order to reduce friction and heat. From time to time an expensive twist drill is misused to a Point where it is softened and useless, the cutting area being roughened and Mile. To recover this drill, it is necessary to Carefully grind back clear of the damage. to a point where the land is unmarked, then resharpen as described. If the blue extends up past the point at which the drill is now resharpened, it will be necessary to harden that area. This is done by bringing the drillup to a heat of 500°F. (260°C.). If a pyrometer is not available, the colour at this temperature is brown/yellow. At this point, quench he drill.