



















































































Operators Meet Makers
Page 34
Page 35
If you've noticed an error in this article please click here to report it so we can fix it.
on their own ground
.
A
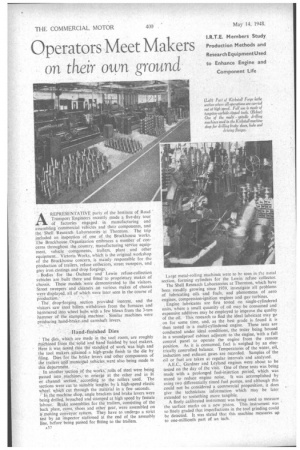
• REPRESENTATIVE party of the Institute of Road " Transport Engineers recently made a five-day tour of factories engaged in manufacturing and assembling commercial vehicles and their components, and the Shell Research Laboratories. at Thornton. The trip included an inspection of one of the Brockhouse works. The Brockhouse Organization embraces a number of concerns throughout the country, manufacturing service equipment, vehicle comoonents, trailers, plant and other equipment.. Victoria Works, which is the original workshop of the Brockhouse concern, is mainly responsible for the production of trailers, refuse collectors, street sweepers, and grey iron castings and drop forgings.
Bodies for the Oschner and ' Lewin refuse-collection vehicles are built there and fitted to proprietary makes of chassis. These models' were demonstrated to the visitors. Street sweepers and cleaners oh various makes of chassis were displayed, all of which were later seen in the course of production. ' . . '
The drop-forging section provided interest, and the visitors saw steel billets withdrawn from the furnaces and hammered into wheel hubs with a few blows from the 3-ton hammer of the stamping machine.. Similar machines were producing hand-brake .and camshaft levers.
Hand-finished Dies The dies, which are made .in the tool room, are roughly triachined from the solid and finished by tool makers. Here it was noted that the standard of work was high and the tool makers;attained a high-grade finish to the die by filing. Dies for the brake levers and other components of ihe trailers and .municipal vehicles were also being made in
this 'department. .
, In another*ction of the works, rolls of steel were being passed into ..maChines,,.to emerge at the other end in H or channel section, according .to the rollers used. The sections were cut 'to suitable lengths by h high-speed elastic wheel, which cut through the material in a few seconds.
In the machine shop, angle brackets and brake levers were being drilled, broached and stamped at high speed by female labour. Brake assemblies for the trailers, consisting of the back plate, cams, Shoes and other gear, were assembled on 1..mo'ving conVeyor'syStem. They have to undergo a strict test by an inspector stationed at the end of the assembly line, before being passed for fitting to the trailers.
A32 Large metal-rolling machines were to be seen in ti metal section, forming cylinders for the Lewin refuse collector.
The Shell Research Laboratories at Thornton, which have been, steadily growing since 1939, investigate all problems of lubricating oils -and fuels, and phenomena of aero engines, compression-ignition engines and gas' turbines. Engine lubricants are first tested on single-cylindered units, where a small quantity of oil may be consumed and expensive additives may be employed to improve the quality of the oil. This research to find the ideal lubricant may go on for some time, and, as the best grade is found it is then tested in a multi-cylindered engine. These tests are conducted under ideal conditions, the tester being housed in a soundproof cabinet adjacent to 'the engine, with a full control panel to operate the engine from the remote position. As it is consumed, fuel is weighed by an electrically controlled. balance. Temperatures of the water, oil, induction and exhaust gases are recorded. Samples of 'the oil or fuel are taken at regular intervals and analysed.
A.E.C„ Gardner and Leyland engines were about to be tested on the day of the visit. One of these tests was being made with a prolonged fuel-injection period, which was stated to reduce engine noise, It was accomplished by using two differentially timed fuel pumps. and although this could not be considered a commercial proposition, it does give the technicians information which may be later extended to something more tangible.
A finely calibrated instrument was being used to measure the surface marks on a new piston. This instrument was so finely graded that imperfections in the tool grinding could be detected. It was stated that this machine measures up to one-millionth part of an inch. The next visit was to the works of Leyland Motors, Ltd., where the construction of double-deck bus bodies and goodsvehicle cabs, which has been planned on a repetitive scale, was watched. The research department was open for inspection and the new B.U.T. trolleybus chassis and other sPecial goods and passenger vehicles were to be seen. A synchromesh gearbox was receiving harsh treatment, on a machine, by an automatic arrangement which moved the selector lever throughout the various gear positions without pause. This gearbox and machine have been operating under these conditions for many hours each day without failing.
Another interesting arrangement in the research department was a rig for testing the working life of the bellows of an engine thermostat_ A number of thermostats was being moved around on a chain -drive Which submerged the units in hot water for a period sufficient to cause the bellows to open. For the remainder of the cycle the bellows were permitted to cool down and the thermostat closed, ready for the next operation..
The injector department, in which female labour is employed, for all operations, attracted attention. The injector body, in the form of .a solid block of metal, is formed thfough:a. -sequence of machining operations until, at the end of, the assembly, line, it emerges as a complete injector ready for test. The spray from' the injector test benches was being Conducted through vacuum ducts to the exterior of the department, thus maintaining a. healthy atmosphere.
At the Farington works, cylinder blocks, crankcases and components are received in the engine assembly section, where they are passed through various machining operations, assembled, tested and dispatched for fitting to the chassis.
Multi-spindle drilling machines bore all holes in the cylinder block in three operations. The holes are then tapped on a special machine in a single operation. Valve seats are frozen in liquid oxygen and dropped into the cylinder head, where they expand to form a tight fit.
After assembly, all the engines are motored and run-in. for a period on light load, before being subjected to a final test on full load. The passing-out test is severe, and the brake readings corrected according to the atmospheric temperature and pressure.
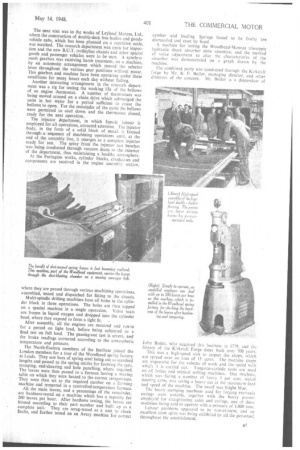
The North-Eastern members of the Institute joined the London members for a tour of the Woodhead spring factory at Leeds. They saw bars of spring steel being cut to standard lengths and passed to the spring smiths for forming the eyes, stamping, end-shearing and hole punching, where required. The leaves were then passed to a furnace having a moving table on which they were heated to the correct temperature.
• They were then set to the required camber on a forming machine and tempered in a controlled-temperature furnace. All the main leaves, and a percentage of the remainder, are hardness-tested on a machine which has a capacity for 200 leaves per hour. After hardness testing, the leaves are binned according to their partnumber and built up as a complete unit.' They are scrag-tested as a unit to check faults, and further tested on an Avery machine for correct camber and loading. Springs found to be faulty are dismantled and reset by hand.
A machine for testing the Woodhead-Monroe telescopic hydraulic shock, absorber drew attention, and the method of valve adjustment to alter the characteristics of the absorber was demonstrated on a graph drawn by the machine.
The combined party was conducted through the Kirkstall forge by Mr, R. F. Butler, managing director, and other directors of the concern. Mr. Butler is a descendant of John Butler, who acquired this business in 1779, and the history of the Kirkstall Forge dates back over 700 years.
This was a high-speed visit to inspect the shops, which are spread over an area of 15 acres. The machine shops arc impressive for the volume of work and the speed with which it is carried out. Tungsten-carbide tools are used on all lathes and vertical milling machines. One machine, which was facing a number of heavy 3 per cent, nickel steering arms, was taking a heavy cut at the maximum feed and speed of the _machine. The swarf was bright blue.
The heavy stamping machines used for forging rear-axle casings were notable, together with the heavy presses employed for straightening axles and casings, one of these machines being said to operate with a pressure of 1,000 tons.
Labour problems appeared to be non-existent, and an excellent team spirit was being exhibited by all the personnel throughout the establishment.