 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 BIRDS EYE WALL'S ±TRANSFRIG
Page 98
Page 99
If you've noticed an error in this article please click here to report it so we can fix it.
THROUGHOUT the cold chain, from food manufacturer to consumer, the stage which demands the greatest consideration is undoubtedly the carriage of low temperature produce.
Maintaining optimum temperature conditions within an insulated trailer for high value stock 'on the move is a vital link in the distribution process, and one, moreover, where operational factors can vary from day to day, depending upon delivery schedules and the routes travelled.
Economics, too, play an important role in today's competitive climate, forcing constant review of transportation costs, and focusing appraisal of existing practices in the light of technological progress.
Against this background, a joint development by two British companies in different hut related fields has a special significance not only for the principais concerned, but also for the frozen food industry as a whole and the many publics it serves.
Background Birds Eye Walls, whose branded pack facings are on every housewife's shopping list, is the UK's largest producer of frozen foods and ice cream, with a Distribution Division which not only carries bulk stock the length and breadth of the country, hut also includes a specialised Distribution Engineering Department based at Gloucester. This total capability in vehicle mechanics has, over the years, led to close bushiest relationships with TransFrig Limited, of Gosport, as a supplier of transport refrigeration systems with exclusive patents in the eutectic field. Thus, towards the end of 1982, when the Birds Eye Walls Distribution Division felt that a specialised cooling system was required for its new maximum length trailers, the Gosport company was invited to work with technical staff at Gloucester in building a component 'package' not available in the marketplace.
Assessment It was the increasing cost of solid CO, (dry ice) — the method of cooling long used by Birds Eye Walls for holding ice cream temperatures in transit — which brought the respective engineers together to evolve a mechanical refrigeration system which satisfied the main criteria of (a) Stable temperatures within the cargo compartment (b) Effective pull-down and recovery (c) Safe holdover periods (d) A self-contained system, i.e. One not wholly deF.lendent upon mains electricity supplies (e) Optimum weight distribution (t) Low noise levels Consideration of these factors coupled with an in-depth examination of the routes covered by the vehicles, loading patterns, and the periods when trailers would not he in motion, narrowed the options available.
All options were studied and finally it was decided to employ a chassismounted refrigeration unit with diesel engine drive and a plug-in mains electric facility, in conjunction with eutectic tubes and forced air circulation inside the cargo compartment.
The critical nature of ice cream and frozen storage, which demands a product temperature no higher than —10°F (-23.5°C) during carriage,. meant that adequate holdover had to be provided at times when the diesel .engine could not he run, as for instance when parked overnight in a restricted area, or where mains electricity supplies might not be available.
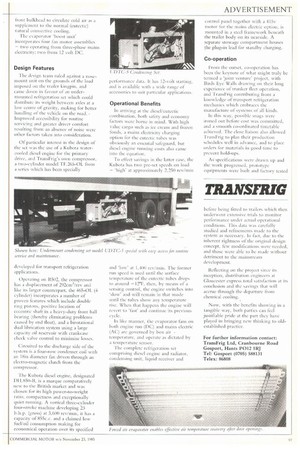
to achieve this, four banks of hit long eutectic tubes (12 per bank, 48 in all) were mounted across the roof of the trailer, interconnected through distributor headers and with the vibration eliminators fitted in the main refrigeration pipework.
At an estimated heat gain for the insulated body of approximately 65 BTU/hr°F temperature difference, holdover time was calculated at 10 hours in an ambient of 95°F, assuming a steady-state temperature of —18°F for the frozen eutectic solution.
Being rear opening trailers, lateral positioning of the tubes was adopted to give greater system efficiency by limiting the effect of warmer air entering the body during loading and unloading. To combat these and other unavoidable heat gains within the refrigerated space, a quick recovery 'boost unit' is provided, by a direct expansion tinned coil evaporator mounted on the inside roof near the 48 x 6' long Transtulfres using a —18°F entectic solntion to a 10ho: holdoFer capacity.
front bulkhead to circulate cold air as a supplement to the normal (eutectic) natural convective cooling.
The evaporator 'boost unit' incorporates t-our fan motor assemblies — two operating from three-phase mains electricity; two from 12 volt DC.
Design Features
The design team ruled against a nosemount unit on the grounds of the load imposed on the trailer kingpin, and came down in favour of an undermounted refrigeration set which could distribute its weight between axles at a low centre of gravity, making for better handling of the vehicle on the road.. improved accessibility for routine servicing and greater driver comfort resulting from an absentee of noise were other factors taken into consideration.
Of particular interest in the design of the set was the use of a Kubota watercooled diesel engine for the primary drive, and TransFrig's own compressor, a two-cylinder model TF.265-0L from a series which has been specially developed for transport refrigeration applications.
Operating on R502, the compressor has a displacement of 292cm3/rev and like its larger counterpart, the 465-0L (4 cylinder) incorporates a number of proven features which include double ring pistons, positive location of eccentric shaft in a heavy-duty front ball bearing (thereby eliminating problems caused by end float), and a birotational dual lihrication system using a large capacity oil reservoir with crankcase check valve control to minimise losses.
Circuited to the discharge side of the system is a four-row condenser coil with an I8in diameter fait driven through an electro-magnetic clutch from the compressor.
The Kubota diesel engine, designated 1)11.8511-B, is a marque comparatively new to the British market and was chosen for its high power-to-weight ratio, compactness and exceptionally quiet running. A vertical three-cylinder four-stroke machine developing 23 b.h.p. (gross) at 3,600 rev/mm, it has a capacity of 855c.c. and a claimed low fuel/oil consumption making for economical operation over its specified
performance data. It has 12-volt starting, and is available with a wide range of accessories to suit particular applications.
Operational Benefits
In arriving at the diesel/eutectic combination, both safety and economy factors were borne in mind. With high value cargo such as ice cream and frozen foods, a mains electricity charging option for the eutectic tubes was obviously an essential safeguard, hut diesel engine running costs also came into the equation.
To effect savings in the latter case, the Kubota has two pre-set speeds on load — 'high' at approximately 2,250 rev/mill
and 'low' at 1,400 rey/min. The former run speed is used until the surface temperature of the eutectic tubes drops to around — I2°F, then, by means of a sensing control, the engine switches into 'slow' and will remain in that mode until the tubes show any temperature rise. When that happens the engine will revert to 'fast' and continue its previous cycle.
In like manner, the evaporator fans on both engine run (DC) and mains electric (AC) are governed by box air • temperature, and operate as dictated by a temperature sensor.
The complete refrigeration set comprising diesel engine and radiator, condensing unit, liquid receiver and
control panel together with a 415v motor far the mains electric option, is mounted in a steel framework beneath the trailer body on its nearside. A separate stowage compartment houses the plug-in lead for standby charging.
Co-operation
from the outset, co-operation has been the keynote of what might truly be termed a 'joint venture' project, with Birds Eye Walls drawing on their long experience of minket fleet operation, and TransFrig contributing from a knowledge of transport refrigeration mechanics which embraces the manufacture of systems of all kinds.
In this way, possible snags were ironed out before cost was committed. and a smooth co-ordinated timetable achieved. The close liaison also allowed TransFrig to plan their production schedules well in advance, aid to place orders for materials in good time to prevent hold-ups.
As specifications were drawn up and the work progressed, prototype equipments were built and factory tested
before being fitted to trailers which then underwent extensive trials to monitor performance under actual operational conditions. This data was careliilly studied and refinements made to the system as necessary. In fact, due to the inherent rightness of the original design concept, few modifications were needed. and those were able to be made without detriment to the mainstream development.
Reflecting on the project since its inception, distribution engineers at Gloucester express total satisfaction at its conclusion and the savings that will accrue through the departure from chemical cooling.
Now, with the benefits showing in a tangible way, both parties can feel justifiable pride at the part they have played in bringing new thinking to oldestablished practice.
For further information contact: TransFrig Ltd, Cranbourne Road Gosport, Hants P012 1RJ Tel: Gosport (0705) 588131 Telex: 86808