



















































Prominent Piston-ring Maker Adopts Super-finish
Page 25
If you've noticed an error in this article please click here to report it so we can fix it.
Method of Honing Ring Outer Surfaces to Improve Working Efficiency and to Minimize Running-in Evolved by Wellworthy Piston Rings, Ltd.
FOLLOWING upon our recent article " .super-finish (February 19) comes news that Wellworthy Piston Rings, Ltd., Lymington, is employing the , method described by our contributor " Azote " for the final treatment of the outer faces of piston rings.
Commonly, rings are finished by grinding their peripheries in a circumferential direction, but the Wellworthy company points out that when this practice is adopted it is difficult, to control the degree of finish which is necessary for reasonably quick bedding
in. Also, difficulty is experienced in cohtrolling the load imposed by the grinding wheel, with the result that particles of the metal (particularly in the* case of a cast-iron ring) tend to be loosened.
his latter statement seems to be precisely in accordance with some of Azote's remarks on the subject.
The object of the process used by this piston-ring specialist, which is described in a recently. issued British patent specification (No. 551,076) taken out by this company and Mr. J. W. Howlett, is to provide piston rings which, whillt having an improved peripheral finish, will yet 1d-in quickly, and thus afford gas-tight joints and/or function efficiently as oil-scrapers.
As explained in the article referred to earlier, the super-finish (which, incidentally, ' is measured in micro
inches) is applied by giving the hone a combination of rotary and axial motion. relative to the piston rings and reversing the direction of either one or the other motion, but not both, so that what is described as a "crosshatch " finish is afforded.
Preferably a very fine-grade honing stone is used and this, it is claimed, will take out almost completely the marks left by circumferential grinding or by axial lapping.
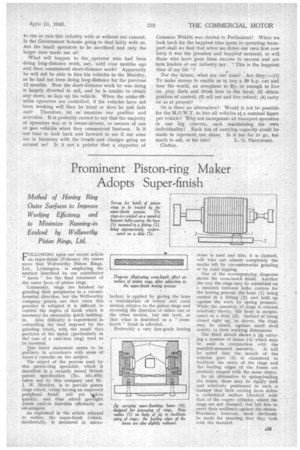
One of the accompanying diagrams shows the cross-hatch finish. Another the way the rings may be assembled on ,a mandrel between lathe centres for the honing process, the hone (1) being carried in a fitting (2) and held up against the work by spring pressure. While the assembly of rings is rotated relatively 'slowly, the hone is reciprocated on a slide (3). Ins:tead of being closed right up, as drawn, the rings may be closed, against small steel inserts, to their working dimensions
The third sketch shows a jig carrying a number of hones (4) which may be used in conjunction with the
mandrel-mounted assembly. It will be noted that the mouth of the annular part (5) is chamfered to facilitate the entry of the rings and theleading edges of the hones are .similarly shaped with the same object.
As • an alternative to spring-loading the hones, these may be rigidly held and relatively positioned in such a manner that their cutting faces define a cylindrical surface identical with that of the engine cylinder, whilst the rings are not damped, hut left free to exert their resilience against the stones. Provision, however, must obviously be made for ensuring that they turn with the mandrel.