

































Boiler Mountings.
Page 31
Page 32

Page 33

If you've noticed an error in this article please click here to report it so we can fix it.
Contributed by an Engineer-in-Charge.
The keeping of boiler mountings in first-el:1,s condition i, important, and it is wonderful how some boilers work as long as they do. It is not an unusual occurrence to see a steam wagon standing -Outside a place, while being unloaded, enveloped in a cloud of steam, and, on a dry road after it has lett, to see the road practically a swamp where it was standing.
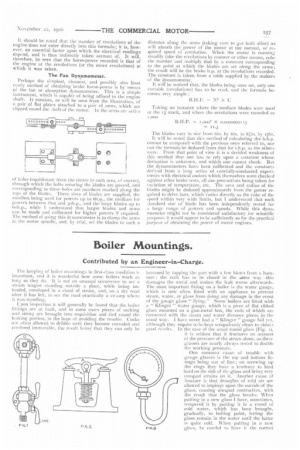
Upon inspection it will generally be found that the boiler fittings are at fault, and in some cases pieces of sacking and string are brought into requisition and tied round the leaking portion, in the hope of avoiding the trouble. Cocks are often allowed to dribble until they become corroded and rendered immovable, the result being that they can only be loosened by tapping the part with a few blows from a hammer : the cock has to he closed in the same way -this damages the metal and makes the leak worse afterwards. The most important titling on a boiler is the water gauge, which is now often fitted with an appliance to prevent steam, water, or glass from doing any damage in the event of the gauge glass " flying." Some boilers are fitted with a '• Klinger " water gauge, which is a piece of flat ribbed glass mounted on a gun-metal box, the ends of which are connected with the steam and water distance pieces in the usual way. I have never had a " Klinger " gauge fail yet, although they require to be kept scrupulously clean to ebtaia good results. ln the case of the usual round glass (Fig. 1), it is seldom that it fractures on account of the pressure of the steam alone, as these glasses are nearly always tested to double the working pressure. One oommon cause of trouble with gauge glasses is the top and bottom fittings being out of line; on screwing up the rings they have a tendency to bind hard on the side of the glass and bring very unequal strains on it. Another cause of fracture is that draughts of cold air are allowed to impinge upon the outside of the glass, causing unequal contraction, with the result that the glass breaks. WI:en putting in a new glass I have, sometimes. tempered it by putting it in a vessel of cold water, which has been brought, gradually, to boiling point, letting the glass remain in the water until the latter is quite cold. When putting in a new glass, he careful to have it the correct length, or the packing rings may work up and partially choke the bore of the glass, when screwing up the gland nuts; a false indication of the height of the water in the boiler would result. After the glass has been cut to the right length, pass it through the top mounting, slip on the rings and the gland nuts, and push the glass down on the seat on the bottom mounting. Press the bottom rings down, and afterwards screw up the bottom gland nut, before the top one, as, by this means, the glass is prevented from coming off its scat, thus allowing the rings to work underneath it. Next, push the top rings up and screw the top gland tight. If the mountings are out of line, a piece of rod should be turned a good lit for the gland nuts, and by substituting this for the glass it will give an idea of the way in which the mountings stand in relation to one another. Suppose the fittings stand out of alignment to each other, the top mounting will have to be twisted round until the rod will pass freely through the gland nuts, by filing the sides of the holes in it which are shown in the drawing (Fig. t).
Gauge glasses should have steam blown through them at least twice a day, to keep the passages clear, and, occasionally, when the boiler is washed out, the small plugs (A), Fig. 1, should be unscrewed and a piece of wire passed through them.
By opening the bottom cock, both passages will be blown through, but it is advisable to open the steam and water cocks alternately, to make sure both passages are clear ; remember to open thc steam cock first after the water has been blown through, as this method is not so liable to cause fracture. When letting the water into the glass again, it should rise freely to a little above the water level, and then gradually coincide with the water level, but, should the water creep back slowly, you may be sure the passage is not quite clear.
Priming is often die cause of stoppage in the connections ; the scum, being carried over with the water, finds its way into the steam connections, and gradually chokes them, the bore is reduced, and, consequently, the water rises above the true water level in the boiler, and indicates a false quantity.
Gauge glasses can be cut by filing them all round with the edge of a fine three-cornered file, afterwards giving them a tap, when they should break off.
The safety valves on steam wagons are of various types, and beyond an occasional inspection there is nothing to go wrong with them. However, the valves are liable to " stick," and it is a good plan to let the pressure rise until they " blow off " occasionally to make sure they are in working order and have not been tampered with by any unauthorised person.
A very good type of valve is that known as the locomotive type (Fig. 2). In this pattern there are two valves, so that, in the event of one sticking, the other may be efficient. These valves are held upon their seats by the lever (A), and a rod (13), with a double eye at one end, screwed at the other, and provided with a nut and collar for adjustment purposes. After the valves are set to blow off at the working pressure, a piece of brass tube should be cut, exactly the distance from under the shoulder on B to the collar on the screwed end. It should be a free fit in the guide (I)) and large enough for the rod (B) to work in it easily. This distance piece will prevent the valves from being overloaded by screwing the nut up too tight. The pin through the lever is made of gun-metal to prevent its rusting, and this should occasionally be taken out and cleaned, and rubbed over with a little tallow before replacing it in position.
The pressure gauge (Fig. 3) is usually connected to a bent V-shaped pipe, for the purpose of allowing condensed water to remain in the bend, and so prevent live steam entering the working parts of the gauge. After a time the gauge " registers light," i.e., instead of the hand going back to zero, each time the pressure is taken off the boiler, it may show a few pounds pressure, and this can be remedied by taking out the glass and setting the hand back to the stop. These gauges are very delicate instruments, and should anything go wrong with one of them the best plan is to take it off and send it back to the makers for repairs. In frosty weather, especially during week-ends, the gauge should be taken off to prevent the water freezing in it, otherwise it cannot be relied upon to register accurately; in replacing it again be careful that the packing is not squeezed into the tube, otherwise the gauge will become tut Several types of injectors are on the market for steam wagons, and the question can only be touched upon briefly in this article. The principal causes of injectors failing to act properly are dirty water, or the feed-water, or injector, becoming too hot. The use of dirty pond water is, also, a frequent source of trouble, and there is nothing like a good strainer to prevent anything getting into the injector, or lodging under the valve or in the cones. If the injector will not pass warm water into the boiler, be careful, when picking up water, not to open the steam valve On the lifter too much, or the water may get too hot for the injector to work at all satisfactorily. An injector should be connected to the boiler in such a way that it can be shut off from the boiler to enable an examination to be made upon the road. The check valve (Fig. 41, on the side of the boiler, is liable to " stick," and, if this is the case, a few light blows on the side of the box with a hammer will often relieve it; the greatest caution must be used, or you may crack, or even break, the casting. The stop on the underneath side of the plug is to prevent the valve lifting too much, and in the course of time this stop may require lengthening somewhat, as the valve wears down on its seating; the lift of the valve should never exceed one-fourth the diameter, i.e., a valve t inch in diameter should not have more than inch lift. The angle of the valve seals is usually about 45 degrees, whilst their width is, usually, about 1-16 inch ; as soon as the seat becomes more than this, both the valve and its seat should be faced up in alathe. In lengthening the stop to limit the lift, a small disc of gun-metal can be soldered on the end of it of the correct thickness, and a st-inch brass countersunk screw put into the centre to make all secure. Valves are liable to leak in time and allow the steam, and water, to blow back. When this happens they must be ground in with some flour emery, taking care that it is quite free from grit ; if any grit is present it will score the valves and seats and probably imbed itself, and make matters worse in the future.
A slot will have to be sawn across the Lop of the valve, if not already done, so as to take a screwdriver for the purpose of revolving the valve while being ground. Take out the valve and carefully examine its seat after wiping it thoroughly clean, then put a little oil on the valve and apply a little flour emery all round it with the finger, after which drop it on its seat, and it is ready for grinding. Give the valve several half turns, backwards and forwards, then turn it round, so as to bring it in a fresh position, and repeat the process : this method is better than turning the valve in one direction the whole time. Now Lake the valve out and examine the seat, first of all wiping all the emery and oil off it, to make sure that there is no grit to score it ; if all is right, add a little more emery and oil, and repeat the operation until, upon examination, the seat has a continuous dark ring round it. Next, very carefully wipe off all the emery and smear the seat with a little oil —no emery—and give the valve a few turns until you are satisfied that there is no emery left upon it.
The safety valves can be ground in the same way, if necessary, and as soon as a good seat is obtained it is useless to grind further.
1Vhen grinding in plug cocks (Fig. i) practically the same course is followed,
only, at each half turn, the plug should be lifted out of its shell about inch, then replaced in its working position, and another half turn given, changing the position frequently until the plug shows a good bearing throughout its length. Be very guarded about grit, because if any should get on the plug it will cut the shell and cause the cock to leak worse than ever ; after wiping, give the plug a rub over with Russian tallow before replacing it. After several grindings, a plug will wear down a little, and thus reduce the clearance at the bottom of the shell (A), Fig. 5. In that case a little must be filed off it to bring the clearance back to the normal, which should be about 1-16 inch. In the case of a cock in which the plug goes right through, and is fitted with a nut and square-holed washer on the end, see that the washer does not bear on the shoulder at the bottom of the plug before it bears on the shell. Examine the slot in the plug, to make sure that it corm
sponds with the passages in the shell, when it is full open ; if not, the openings must be filed correctly. Wheel valves, or screw-down valves (Fig. 6) are now made with interchangeable seats, so that these can be replaced as soon as they become badly worn without taking the body of the valve off. Most steam valves are marked " inlet "where the steam enters, and, if not, they must be bolted to the flange in such a manner that the steam tends to raise the valve off its seating.
Great care is necessary in all the foregoing operations, and boiler mountings should have attention directly they require it, as, if this is done, it will save a lot of trouble at a future time, when the defect is aggravated by inattention.