



































































































by P. A. C. Brockington,
Page 46
Page 47

If you've noticed an error in this article please click here to report it so we can fix it.
The Case for tile A.M.I.Mech.E.
STEEL-FRAMED BODY
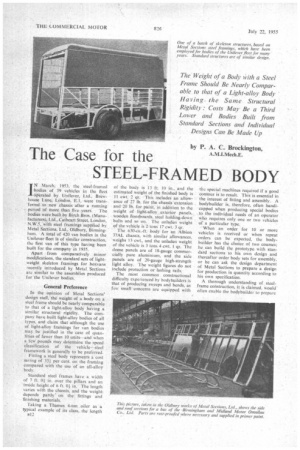
IN March, 1953, the steel-framed bodies of 39 vehicles in the fleet operated by Unilever, Ltd., Drewhouse Lane, London, Ft. were transferred to new chassis after a running period of more than five years. The bodies were buih by Birch Bros. (Manufacturers), Ltd., Cathcart Street, London. N.W.5, with steel framings supplied by Metal Sections, Ltd., Oldbury, Birmingham. A total of 420 van bodies in the Unilever fleet is of similar construction, the first van of this type having been built for the company in 1935.
Apart from comparatively minor modifications, the standard sets of lightweight skeleton framings for boxvans recently introduced by Metal Sections are similar to the assemblies produced for the Unilever bodies.
General Preference
in the opinion of Metal Sections' design staff, the weight of a body on a steel frame should be nearly comparable to that of a light-alloy body having a similar structural rigidity. The company have built light-alloy bodies of all types, and claim that although the use of light-alloy framings for van bodies may be justified in the case of quantities of fewer than 10 units—and when few pounds may determine the speed classification of the vehicle—steel framework is generally to be preferred.
Fitting a steel body represents a cost saving of 331 per cent. on the framing compared with the use of an all-alloy body.
Standard steel frames have a width of 7 ft. O. in. over the pillars and an inside height of 6 ft. 01 in. The length varies with the chassis, and the weight depends partly' on the fittings and finishing materials.
Taking a Thames 4-ton oiler as a typical example of its class, the length sl 2 of the body is 13 ft. 10 in., and the estimated weight of the finished body is 11 cwt. 2 qr. This includes an allowance of 27 lb. for the chassis extension and 20 lb. for paint, in addition to the weight of light-alloy exterior panels, wooden floorboards, steel holding-down bolts and so on. The unladen weight of the vehicle is 2 tons 17 cwt. 3 qr.
The 630-cu.-ft. body for an Albion 37AL chassis, with similar allowances, weighs 13 cwt., and the unladen weight of the vehicle is 3 tons 4 cwt. 1 qr. The dome panels are of I8-gauge commercially pure aluminium, and the side panels are of 20-gauge high-strength light alloy. The weight figures do not include protection or lashing rails.
The most common constructional difficulty experienced by bodybuilders is that of producing sweeps and bends, as few small concerns arc equipped with
the special machines required if a good contour is to result. This is essential in the interest of fitting and assembly. A bodybuilder is, therefore, often handicapped when producing special bodies to the individual needs of an operator who requires only one or two vehicles of a particular type.
When an order for 10 or more vehicles is received or when repeat orders can be expected, the bodybuilder has the choice of two courses; he can build the prototype with standard sections to his own design and thereafter order body sets for assembly, or he can ask the design department of Metal Sections to prepare a design for production in quantity according to his own specification.
A thorough understanding of steelframe construction, it is claimed, would often enable the bodybuilder to prepare a number of alternative designs. based on available sections, which do not embody special bends.
If these are necessary, it is frequently possible to include them, without additional cost, in a production run at the Metal Sections works. Moreover, experiments with steel are less wasteful to the bodybuilder on account of the lower cost of the material that is scrapped.
According to one small, but go-ahead bodybuilder, many constructors and users are unnecessarily prejudiced against steel framing. Although he does not possess an up-to-date steel-forming machine, bending, he claims, is comparatively easy provided that the labour
available. After building a prototype the "hard way,". he orders body or cab sets of identical design, from Metal Sections. These can be assembled quickly, and enable him to make the best use of his confined premises.
Users that this bodybuilder has supplied with vehicles with steel framed cabs arid bodies (includ ing low-loaders) all speak highly of their rigidity, durability and freedom from corrosion. In the workshops, assembly is often simplified by the readiness with which the steel can be welded without impairing its strength.
The frames of the standard structures are bolted together with 50-ton hightensile bolts locked by Aerotight nuts. The parts are supplied with the necessary gussets and brackets welded in position, and all the holes re drilled ready for assembly in the customers' workshops. This is simplified by markings on the parts which arc crossreferenced to key drawings and lists,
Rust-proofing by Granodising, and final finishing with chlorinated rubber aluminium paint, give the sections protection against all normal corrosive elements.
The main pillars, roofsticks and front-end framing are constructed of mild-sfeel top-hat section, and a similar section is used for the waist and breastrails. All these sections are of I8-gauge material, apart from the top-hat sections and roof longitudinals, which arc of 20-gauge steel. The only light-alloy sections arc the 16-gauge protection rails.
Back-to-back welded channel sections of I4-gauge mild steel are employed for the main cross-bearers and single sections of this material for the side
rails, floor and longitudinals. Chairs o T-section )3.-in. material are welded to the cross-bearers.
Hot-rolled 1-in. mild-steel angle is used for the cant-rails, and the rear corner pillars are of I41-gauge mild steel folded section. The rear door frames are supplied ready for hinges, and so on, to be fitted, and are made of 18-gauge lipped tubular sections welded together. Chassis extensions are also supplied with the kit when required. These are of +-in.-thick mild-steel channel or angle section.
The pillars of the steel-framed bodies on the Unilever vehicles have timber fillets for the attachment of panels, which are necessitated by the use of Walton covering for heat insulation. The top-hat sections of the pillars and roof sticks arc assembled with the flanges facing outwards to enable this form of attachment to be employed as an alternative Co solid or pop riveting. The kits do not include such finishing parts as panels, mouldings, flooring, packing hinges and locks.
The production of standard skeleton frames for box bodies followed the introduction of standard frames and fittings for a 32-seat bus body, and knocked-down kits, based on a similar form of construction, for more specialized vehicles ordered in quantity. • Structures for the standard bus bodies can be varied for mounting on chassis with any form Of control, with the main jack-knife entrance doors in the position required by the operator. The bodies are 7 ft. 6 in. wide and about 22 ft. 7 in. long between the windscreen and rear windows.'
Increasing Use
Although the design of the bodies was based on export requirements, they arc being increasingly used by operators in this country. Skeletons fol a body width of 8 ft. are also available.
Whilst the main stress-carrying frame members are produced from steel sections, the cant-rails, garnish rails and seat rails are of specially formed lightahoy extrusions of A3617, A1986 and, A3725 section respectively. This exemplifies the type of composite steel and light-alloy construction which could be employed by van bodybuilders if considered preferable to an all-steel framework. It has been used for cabs.
The floor bearers of the standard bodies arc of steel channel section, into which light.gauge open-box sections are spot-welded to accommodate hardwood packing for the attachment of the flooring. The floor longitudinals are of hot-rolled angles, produced in short sections, which arc located between the bearers and bolted to them.
Crib rails are in long sections located on top of the cross-bearers at their extremities. U-shaped brackets are employed to attach the cross-bearers to body-mounting cleats, riveted to the main chassis members. Balata packing is inserted between the brackets and the cleats.
Solid-drawn steel of tubular section, with welded brackets, forms the pillars of the side skeletons, roof longitudinals and the roof sticks, and cold-rolled steel sections are used for the waist rails, drumming rails and valance rails., To provide easy attachment of the panels, the wheel-arches are constructed of channel section.
The rear-end framing is similar to the side framing, . but incorporates tubular-steel cant-rails. Solid-riveted truss panels are used to brace the front framework between the floor and the waist. Exterior panels, including the roof, are of 18-gauge light alloy, and 20-gauge light alloy is employed for the interior panels. Attachment is by popriveting.
Twelve main sliding windows of the full-depth or part-depth type are provided.' Ventilation is by four extractor units, which have chromium-plated interior grids.
Interior equipment includes tubular seat frames, ready for base and back fitting by the bodybuilder or operator. Vynide-covered Dunlopillo upholstery can be supplied as an extra.
The skeleton parts are rust-proofed where necessary, and are supplied in primer paint. Dielectric paint is included in the kit for use at the joints between the steel and light-alloy parts and bitumastic paint for the underfloor structure, but finishing primer and finishing paint arc not included. The supply and fitting of the wooden inserts of the cross-bearers are also the responsibility of the buyer of the vehicle.
A standard body built for a Thames chassis with a Baico extension, having a wheelbase of 16 ft. 10 in., weighs about I ton 16 cwt., of which the weight of base framing, including door frames, truss panels, step parts and wheclboxes, is approximately 16 cwt. The unladen weight of the vehicle is 4 tons I cwt.