





























MASS PRODUCTION BRITISH ONE-TONNER.
Page 14
Page 15
Page 16
Page 17
If you've noticed an error in this article please click here to report it so we can fix it.
MASS production can, quite conceivably, be productive of different results, depending upon the aims and objects of the manufacturers and their determination of the quality which the finished article is required to possess. It does not necessarily make for good work or bad work, all that it makes for being economy of time in production, by the introduction of a careful system which eliminates needless labour and avoids delay between one act or movement and the next on the part of a workman. Actually, mass production can make for better work by securing regularity or equality, which it undoubtedly does, as, to take a simple useful example, the automatic inflation of tyres to a required pressure. A dozen tyres can be inflated, with the minimum of human effort (the mere lifting of the tyre on to the nozzle of a pipe, with an automatic self-closing valve, charged with air at a known pressure) and without the variation of a single pound in the pressure per square inch, in a few nunutes, and it would be vain to contend that they would be inflated by hand better or with such an approach to equality of pressure. There is, therefore, a considerable amount of justification for the contention that mass production of an article (one which has been well designed and carefully mann
tured with the great aim in view of satisfaction to customers) will effectively seciire the attainment of the goal, whereas the best of those which one may describe, for the sake of comparison, as " individual productions," can be no better and may not always be so successful.
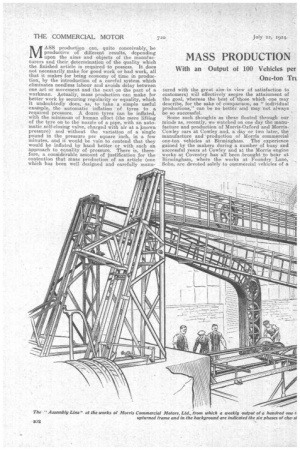
Some such thoughts as these floated through our minds as, recently, we watched on one day the manufacture and production of Morris-Oxford and MorrisCowley cars at Cowley and, a day or two later, the manufacture and production of Morris commercial one-ton vehicles at Birmingham. The experience gained by the makers during a number of busy and successful years at Cowley and at the Morris engine works at Coventry has all been brought to bear at Birmingham, where the works at Foundry Lane, Soho, are devoted solely to commercial vehicles of a
capacity of one ton. But another advantage has accrued in connection with the acquisition of the Birmingham works, because this enormous factory used to be in the possession of E. G. Wrigley and Co., Ltd., the motor axle makers, whose reputation was world-wide. War-time expansion and post-war contraction brought the factory into the market, and the Morris organization was able to acquire a going concern and the nucleus of a staff of workers with just the kind of experience that could usefully be turned to account in making the one-ton truck. The premises are new and on quite an imposing scale, although the making of nearly a hundred trucks per week is going some long way towards filling the place with workmen and staff, and we noticed in our round of the premises that builders were at work on extensions and learned that other constructional contracts were then in contemplation.
The plant has been overhauled, that which was not suitable has been removed, or is stored in an unused bay, and the latest machine tools and plant have been installed so that the highest standards shall be attainable throughout the factory. In going over the factory with Mr. W. Cannel', the general manager of Morris Commercial Motors., Ltd., we rapidly discovered his keenness for good work and efficient methods, and it was interesting to see everywhere the evidence of care in the selection of materials and their treament, and in the demand for accurate and reliable work.
The well-equipped laboratory told an impressive tale, for the selection, receipt and issue of all metals is under the supervision of a qualified chemist, and he is also in charge of the heat treatment to which various component parts are subjected. The heat treatment plant is rather extensive, so that it is capable of dealing with all the hardening and other treatment of the materials used in the factory, and any specification calling for a particular figure of hardness can be assured: With regard to manufacture, this, so far as the Morris one-ton truck is concerned, is split up between different factories. Thus the engines are built at the Coventry works which formerly belonged to Hotchkiss et Cie., and which was taken over. by Morris Engines, Ltd., after it had been occupied for some time on a contract to make engines for Morris vehicles. The bodies are constructed in Manchester, and the nests of tubing for the radiators at Oxford, whilst contractors include Joseph Lucas, Ltd., for the electrical equipment, and S. Smith and Sons, Ltd., for carburetters, etc. The transmission unit, front axle, steering gear, dashboard, bonnet, valances, guards and steps are made at Foundry, Lane, and the vehicle completely assembled and finished there ready for delivery. We spent absorbing hours in the departments devoted to the construction of these components, noting the skill and speed of the workers and the assiduity with which accuracy was sought at every turn. In the construction of the transmission unit (from the universal joint at the rear of the gearbox to the road wheels and including the complete brake gear) we observed the perpetuation of some of the welltried Wrigley methods, showing that more than the mere factory shell had been. taken over when the works was acquired. The gear-cutting plant is complete, and we observed the cutting of . worms and worm wheels; showing that the concern is not dependent for these components on the specialists in their manufacture. Another point of considerable importance which we noticed was that the worms, after the machining is finished and the parts are hardened, are then ground and buffed. This extra attention should make for silent and cool running of the final drive. Careful gauging and inspection of all machined parts and equally careful jigging—that is to say, accuracy in the initial stages of manufacture and assembly—lead to a great saving of time and the avoidance of unprofitable delay. One could watch a back axle, a front axle, or a steering gear, complete to its minute details such as grease caps, go together in but a very few minutes, undergo its inspection and pass on to the assembly line.
Protecting Me'al Work Against Rust.
We were rather impressed with a practice followed at Cowley and also at Birmingham, one which is not at all general in the case of small outputs in the trade, and that was the protection of everypart against the inroads of rust. One saw no batches of rusty parts, in the raw or finished state, anywhere. It was not merely the fact that parts go through the factory leaving little time for rust to form on the surface ; active precautions were taken by painting of parts and components as the next stage to construction. We observed, even, that the frames, as received from the frame makers, came in "in the ..grey" and were immediately given their first coating of black paint. It is a small point, but we think it an timportant one, even if it be regarded only as an indication of the spirit behind the manufacture of 'Morris trucks.
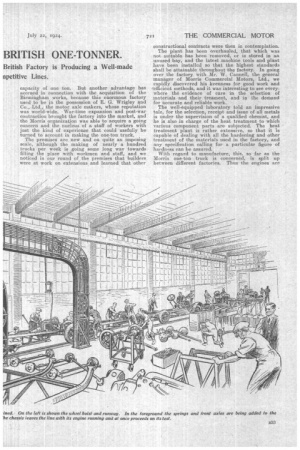
As we have said, each engine is received from the engine works at Coventry, complete with gearbox, clutch, and control levers, but without carburetter or magneto. It is passed from the store to the Droner department for completion, and then to the final testing shop, where, although each one has been thoroughly tested before despatch from Coventry, it is again run-in under its own power for a couple of hours at gradually increasing speeds. Morris's believe in the use of initially tight bearings brought into running condition by a prolonged process of running-in, and therefore ask customcra to refrain from exceeding a vehicle speed of 20 miles per hour for the first thousand miles. It is claimed that at the end of 50 hours' running an engine will be like silk.
Having given a glance at the radiator assembly plant, andwatched the mounting of the petrol tank and instrument board on the dashboard, the visitor passes to the " assembly line " and acquires a sudden fear that it is going to be all too inadequate to absorb the vast output one has been overtaking in a walk through
the factory. This impression arises from the fact that one is accustomed, in a motor factory, to seeing a very large number of chassis on the floor in proportion to output. Mass production and an assembly line, however' serve to spur every worker onwards and, so, chassis do not hang aimlessly about.
On the assembly line only six chassis can be accommodated in different stages of construction. The line really starts with the wheels. Each wheel (already painted) is placed on a stand, the tyre and tube are placed over the rim, and the locking band put. on. The wheel is then placed with its tyre on the nozzle of the inflating stand. pipe, an air-eompressor supplying air at 65 lb. pressure for inflation and for operating the wheel hoist (to which further reference will be made). Inflation to the available pressure goes on while the next wheel is being equipped with its tyre, and it is to be noted that as the tyres must rotate in a given direction and the locking rings must be on the outside, the worker first mounts a left wheel and then a right wheel. As he completes a wheel he lifts the one with its tyre inflated off the standpipe and rolls it on to the wheel hoist. It touches a trigger, and air pressure raises the wheel to an inclined runway. The wheels then roll on towards the assembly line, an automatic switch gate diverting the left wheels to the left of the line and the right wheels to the right, the wheels for the rear axle passing along a second runway towards the rear-axle worker.
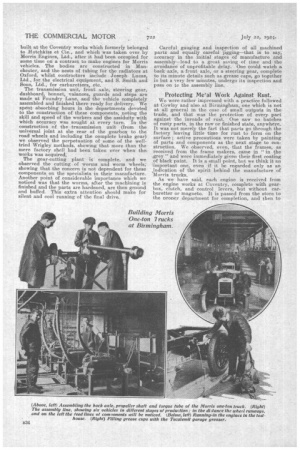
The assembly of the chassis commences with the swinging of a frame on to supports and placing it upside down. A batch of workers attach front springs, front axle complete with its hubs and tie-rods, rear springs, brake pedal and footboard supports, all parts that are most easily fixed with the frame in that attitude. The frame is now swung over on to the assembly line and supported on two
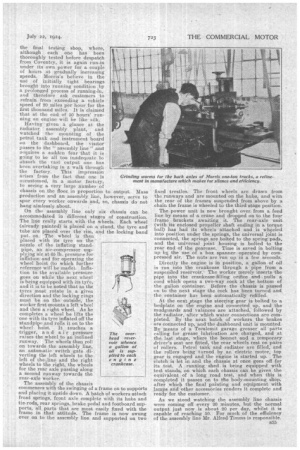
The overhead reservoir whence a gallon of oil is supplied to each engine crankcase.
fixed trestles. The front wheels are drawn from the runways and are mounted on the hubs, and with the rear of the frames suspended from above by a chain the frame is wheeled to the third stage position.
The power unit is now brought oven from a feed line by means of a crane and dropped on to the four frame brackets awaiting it. The rear-axle unit (with its enclosed propeller shaft ending in a torque ball) has had its wheels attached and is wheeled into position under the springs, the universal joint is connected, the springs are bolted to the spring pads, and the universal joint housing is bolted to the rear end of the gearcase. Time is saved in bolting up lax the use of a box spanner operated by compressed air. The nuts are 'run up in a few seconds.
Directly the engine is in position, a gallon of oil is run into the crankcase through a pipe from a suspended reservoir. The worker merely inserts the pipe into the crankcase-filling orifice and pulls a cord which opens a two-way cock 'at the bottom of the gallon container. Before the chassis is passed on to the next stage the cock has been turned and the container has been automatically refilled.
At the next istage the steering gear is bolted to a bedplate on the engine and connected up, and the mudguards and valances are attached, followed by the radiator, after which water connections are completed. BY the next batch of workers the brakes afa connected up, and the dashboard unit is mounted. By means of a Tecalemit garage greaser all parts calling for grease lubrication are charged, and at the last stage, where the bonnet and a temporary driver's seat are fitted, the rear wheels rest on pairs of rollers. Petrol tank and radiator are filled, and the rollers being turned by aa electric motor, top gear is engaged and the engine is started up. The clutch is let in and the chassis at once goes off. for its test. A running shed is being equipped with test stands, on which each chassis can be given the equivalent of a long road test, and when this is completed it passes on to the body-mounting shop, after which the final painting and equipment with lamps and other accessories renders it complete and ready for the customer.
As we stood watching the assembly line chassis were coming off every 20 minutes, but the normal output just now is about 20 per day, whilst it is capable of reaching 50. For much of the efficiency ef the assembly line Mr. Alfred Timms is responsible.