



















































































KEEPING DOWN IPPER COSTS
Page 42

Page 43
Page 44

If you've noticed an error in this article please click here to report it so we can fix it.
A. C. Brockington, A.M.I.Mech.E.
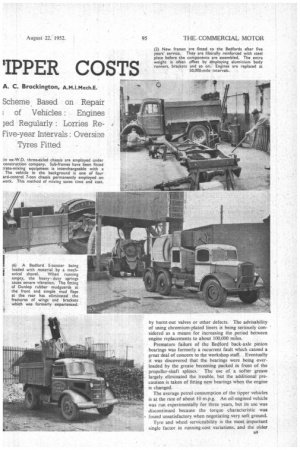
(1) An Austin three-axled tipper empties material into the hopper of the weigh-batching plant. It is proposed to fit one or more of these outfits with a Perkins P6 oil engine to reduce running costs. The vehicles operate only on hard surfaces, (3) The new Bedford 7-ton vehicle on the right is one of three recently added to the fleet of 24 Bedford 5-ton tippers. The soft ground at the gravel pits imposes severe twisting loads on the frames. (4) All the Bedford chassis fitted with wooden bodies and Weston tipping gear are modified to spread the load on the side members. The original crossmember behind the cab and two support feet attached to the body are removed, and wooden mattresses are strapped to the side members to take the weight of the load at the front.
IT has been long appreciated by the directors of the Latham Haulage Co., Ltd., Coventry, that the driver of a tipper, engaged on arduous work, can, by careful handling of his vehicle, reduce running costs by an amount far exceeding any increase in the short-term earning power of a machine when driven hard. When the decision was made to introduce a drivers' monthly bonus scheme, .it was, therefore, based on the repair record of the machine with due regard to normal failures.
Each vehicle in the fleet of 27 Bedford tippers is driven solely 'by oneman, and a deduction is 'made from his bonus in the event of damage or a mechanical fault which can be attributed to rough handling or excessive speed. Servis recorders are used throughout the fleet.
The vehicles are divided between two sand-and-gravel pits owned by Baillie Brind and Co., Ltd., one at Rytonon-Dunsmore and the other at Caton End, Nether Whitacre. At each pit there is a 'workshop, built by a8 the operator, fully equipped for repairs and maintenance jobs, including fuel and oil replenishment, chassis greasing, tyre changing, battery charging, and so on. These site facilities are particularly valuable as they enable the mechanic in charge to keep an accurate check on the condition of the vehicles, and give him an opportunity to grease the chassis and service the battery should.a tipper be kept waiting at the nearby plant.
For major overhauls, a tipper is returned to the central depot in Coventry, but all other repairs are performed at the pit workshops. While his tipper is unserviceable, the driver takes over one or two old vehicles engaged on work at the pits, .which are kept running economically by fitting them with sub-standard spares and tyres, unfit for use on the road vehicles.
Whilst the majority of the vehicles, comprises 5-ton short-wheelbase tippers, three new .Bedford 7-tonners have recently been added to the fleet and are proving highly satisfactory. Each vehicle covers up to 1,000 miles a week and engines are replaced on the Bedford exchange plan at intervals of about 50,000 miles. Lubricating oil of .S.A.E..40 viscosity is -employed in summer and of S.A.E. 30 in winter; the supplier being Manchester Oil Refinery (Sales), Ltd.. After draining at. the end of a monthly period, the lubricant .is treated in a Strearri-Line filter and is then used for the hydraulic tipping gear, or mixed with new S.A.E. 50 oil for use
in the engines of the 'pit vehicles. For replenishing radiators, a supply of rain water is available at both pits and at the depot. All radiators are reverse-flushed every two to three months. •
Although the engines.are.removed for the renewal of hearing shells and the. ktting. of Cord .piston rings after 12 to 18 months, dependent. on oil consumption, the cylinder head is not dipturbed earlier unless necessitated
by burnt-out valves or other defects. The advisability of using chromium-plated liners is being seriously considered as a means for increasing the period between engine replacements to about 100,000 miles.
Premature failure of the Bedford back-axle pinion bearings was formerly a recurrent fault which caused a great deal of concern to the workshop staff.. Eventually it was discovered that the bearings were being overloaded by the grease becoming packed in front of the propeller-shaft splines. • The use of a softer grease largely eliminated the trouble, but the additional precaution is taken of fitting new bearings when the engine is changed.
The average petrol consumption of the tipper vehicles is at the rate of about 10 m.p.g. An oil-engined vehicle was run experimentally for three years, but its use was discontinued because the torque characteristic was found unsatisfactory when negotiating very soft ground.
Tyre and wheel serviceability is the most important single factor in running-cost variations, and the older vehicles have all been equipped with wheels and tyres differing in size from the standard specification. On the advice of Pirelli, Ltd., the original 34 by 7 tyres have been replaced by 9.00 by 20 12-ply tyres at the rear and by 7.50 by 20 8-ply tyres at the front. The rear hubs are fitted with three-piece wheels with 6-in, seats, manufactured by Steel Stampings, Ltd,, Kidderminster. Although splitrim wheels are still employed at the front, they will be replaced by the three-piece type in due course. All attempts to modify the split rims to prevent excessive abrasion of the .beading under arduous operating conditions have proved unsuccessful.
Spare wheels are not carried on the vehicles, but are stocked with both sizes of tyre at the pits for delivery to drivers when they experience tyre trouble on the road. The wheels are painted a bright yellow for easy identification and are returned to stock immediately the vehicle has completed its run.
Because the small clearance between the tyres and rear-spring clips represented a possible cause of tyre damage, special clips have been fitted which have rounded heads of reduced depth. The heavy-duty Fprings employed are constructed and supplied by Richard Berry and Son, Ltd., -specifically for the fleet. Repair costs have been materially tower since this modification was introduced, despite the practice of discarding a spring assembly in the event of a minor fracture, such as the breakage of one of the secondary leaves. Retempering is not approved.
The sustained vibration when travelling without a load originally caused repeated mudguard fractures. This trouble has been overcome by fitting Dunlop rubber wings at the front and simple metal flaps, attached to the body, at the rear. Structural alterations are also made to the cab during a major overhaul to strengthen the pillars, panelling and runners.
Many chassis and bodywork modifications are carried out when the vehicle is completely stripped after five years, or if stripping becomes necessary at an earlier stage. One of these modifications applies to all vehicles fitted with wood bodies and Weston tipping gear, and its object is to spread the body load and thus avoid high stress concentration. The chassis are originally fitted with a steel cross-member behind the cab, which acts as the load support in conjunction with two metal feet, mounted centrally and bearing directly on the side Members. The cross-member and feet are removed and two wood " mattresses " about 2 ft. long are attached longitudinally to the side members by 1,)-bolts, the upper surfaces being lined with metal strip. Formerly, the body, after a period of service, failed to seat squarely on the cross-member and feet, and this resulted in chassis and bodywork fractures.
• The side members are reinforced by f-in, plate, welded to the outside, for the length of the chassis between the inner spring hangers. When-a vehicle is stripped at the five-year overhaul, a new frame is fitted And is reinforced in a similar way before assembly of the components. It is claimed by Mr. Braithwaite, a director of the company, that the chassis of a reconditioned vehicle has double the life expectancy of the chassis of a new tipper.
Typical modifications to the wood bodies include the fitting of double hinges at the tailboard fulcrum points, stiffening the bar with angle iron, and the substitution by light angle-iron rails of the wood chuck rails. Steel floors are fitted to a number of vehicles and tie-rods are employed under the wood floors to brace the body transversely. The ends of the rods are bolted to plates, which prevent bulging of the lower side boards. It is of interest that thick canvas is found to be the most satisfactory and least costly material for seat coverings.
In addition to the tippers, four Commer 7-ton forward-control chassis with Ransomes and Rapier concrete-mixing equipment are employed on contract to the Turriff Construction Corporation, Ltd. The demand for truck-mixed concrete is increasing in the Coventry area, and it is probable that more of these vehicles will be added to the fleet. Also used for similar work are four Austin ex-WD. three-axled chassis with built-on sub-frames, which may be fitted with mixer or tipper bodies as required. This feature is invaluable in meeting the changing demands for the two types. Because of the weight of the mobile concrete mixers, operating on soft ground has to be avoided. It is probable that one or more of the chassis will later be fitted with a Perkins P6 oil engine to reduce running costs.