



























































































CHASSISTRODU HON METHODS
Page 46
Page 47
Page 48

If you've noticed an error in this article please click here to report it so we can fix it.
that ensure
r.h efficiency
The Processes of Manufacture Employed at the Guildford Works of Dennis Bros., Ltd., where the Latest Machinery is Installed The Whole of the Extensive Engine production Plant Transferred from a Works at Coventry to Guildford Within Two Months
WHEN, in the middle of 1932, Dennis Brothers, Ltd., arranged that the work of engine production then carried out at the Coventry factory of White and Poppe, Ltd., should be undertaken at its own works at Guildford, so that every process of manufacture might be under one control, it was necessary to make additions to the already extensive works, in order to accommodate the extra plant and to make room for some new machines to take the place of those which were becoming obsolete. .A large range of new shops lextending to several acres was, therefore, laid down.
Not only was it found necessary to find accommodation at Guildford for the newly installed plant, but . housing for the additional workers had to be arranged. This gave rise to the model village known as the Dennis Estate, which the company has had built.
Those who are familiar with the construction of motor vehicles will know that the production of a complete engine forms a considerable proportion of the whole process of manufacture of a chassis. Consequently, to inaugurate this department in an already large factory was no mean task. When it is realized that at thesp works all processes, such as sheet metal work, body-building, etc., are carried out, to say nothing of the manufacture of fire pumps and other special municipal appliances, the extent of the factory will be readily understood.
. As a matter of interest, it is notable that one can, on entering, walk for one-third of a mile through a conB32 tinuous line of shops, fully equipped with the latest machinery, which, wherever possible, is of British manufacture.
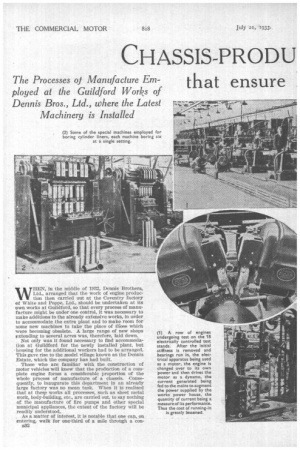
Some idea of the extent of the engine production may* be gained from Fig. 1, which illustrates the engine test shop, where no fewer than 18 power units may be tested at once. We understand that the whole of the engine-production plant was moved from Coventry and put into service at Guildford within two months—a noteworthy achievement.
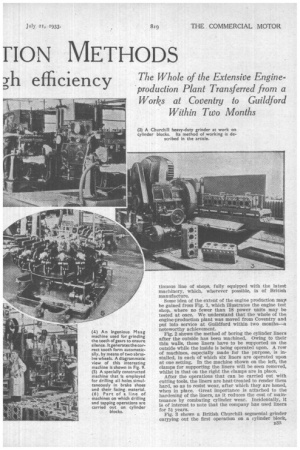
Fig. 2 shows the method of boring the cylinder liners after the outside has been machined. Owing to their thin walls, these liners have to be supported on the outside while the inside is being operated upon. A row of machines, especially made for the purpose, is installed, in each of which six liners are operated upon at one setting. In the machine shown on the left, the clamps for supporting the liners will be seen removed, whilst in that on the right the clamps are in place.
After the operations that can be carried out with cutting tools, the liners are heat-treated to render them hard, so as to resist wear, after which they are honed, when in place. Great importance is attached to the hardening of the liners, as it reduces the cost of maintenance by combating cylinder wear. Incidentally, it is of interest to note that the company has used liners for 5i years.
Fig. 3 shows a British Churchill segmental grinder carrying out the first operation on a cylinder block, n33
namely, grinding the bases and tops, two castings tieing dealt with on the same table as it slides past the grinding wheel. A row of machines, such as that shown in Fig, 43, drills all the holes in the cylinder block, at one setting, by means of jig plates, which are made by the latest known method, namely, the Genevoise jig boring machine—a most accurate tool.
Passing from the engine department to that concerned with gearboxes, that interesting machine, the Mang, can be seen. A row of these is used for dealing with the grinding of gear teeth after they have been cut in other machines and have been heat-treated to render them hard, so as to resist wear. During the heating, a certain amount of distortion, due to warping, is unavoidable ; consequently grinding on the sides of the teeth is necessary to bring them to a degree of accuracy that will ensure silent running.
. This machine is of special interest, as it develops the correct form of tooth by means of the two abrasive wheels shown in Fig. 4. These wheels are set at an angle so as to represent the sides of a rack, as shown in Fig. 9. The operating faces are kept in a plane, corresponding with the angle of the imaginary rack, by means of the two diamonds, which periodically traverse them.
As the wheels continually move backwards and forwards through the space between the teeth, the gear has a rocking movement imparted to it, rolling from side to side beneath the wheels, thus developing the true form of tooth. These machines are of Swiss origin.
An interesting type of machine is that shown in Fig 5, which the company has had made to suit its special requirements. It is for drilling, at one operation, all the holes in a pair of brake shoes, and is used for drilling the facing material, thus ensuring perfect interchangeability when new facings are required.
Two of these machines are found to be able to cope With the output of the types for which they are designed, so rapid is the operation. A pair of the rear brake shoes may be seen lying in front a the appliance.
The introduction of machines such as these is an indication of the Dennis concern's desire to reduce the cost and time occupied in the maintenance of its vehicles by providing brake facings which are interchangeable on the shoes.
The durability, of brake drums is a point that appears to have received special attention by this company, which realizes that renewals• of drums are costly. With this in view, specially wide drums are supplied, as will be observed in Fig. 7, where a drum
E34 may be seen undergoing a test for hardness after being heat-treated to produce the greatest degree of hardness compatible with toughness.
The steel from which they are pressed is of a quality that, after being beat-treated, cannot be machined with cutting tools, all working surfaces being ground in special machines, one of which can be seen at work in Fig. 8.
The ample stopping power and durability of the brakes will be realized from the fact that two pairs of these wide shoes work in the rear drums, one for the hydraulically operated foot brake and one mechanically applied by the hand lever, whilst, on the front wheels, two hydraulically actuated shoes are employed.
Apart from the employment of up-to-date , machines of high efficiency, there is the layout of the factory, planned to give a logical sequence of operations and a minimum of handling—a matter which has called for extensive revision following the incorporation of the engine section—but it is clearly impossible, in the scope of such a resum6 as this, to bestow on every item the attention it merits in the same proportion. By giving, in some detail, an account of the few of the points which impress a visitor to the Dennis
works, we have attempted to convey an idea of the lines upon which the whole of the organization is arranged.
The Dennis factory is conceived and built on model lines, no pains or money being spared to enable the vehicles to be produced to a high standard of accuracy, coupled with economy in cost. Furthermore, the employees work in, pleasant and healthy surroundings.