





















THE UPKEEP OF STEAM WAGONS.
Page 14
Page 15
Page 16
If you've noticed an error in this article please click here to report it so we can fix it.
No. 15.—Overhauling and Repairing. Re-erecting.
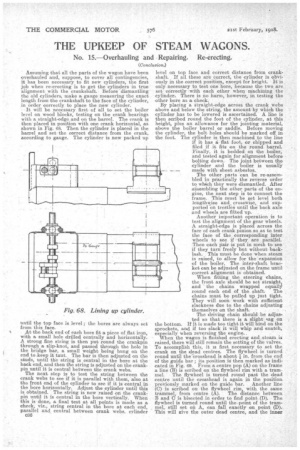
(Conclusion.) Assuming that all the parts of the wagon have been overhauled and, suppose, to cover all contingencies, it has been necessary to fit new cylinders, the first job when re-erecting is to get the cylinders in true alignment with the crankshaft. Before dismantling the old cylinders, make a gauge measuring the exact length from the crankshaft to the face of the cylinder, in order correctly to place the new cylinder. It will be necessary first of all to set the boiler level on wood blocks, testing on the crank bearings with a straight-edge and on the barrel. The crank is then placed in position with one crank horizontal, as shown in Fig. 68. Then the cylinder is placed in the barrel and set the correct distance from the crank, according to gauge. The cylinder is now packed up until the top face is level; the bores are always set from this face.
At the back end of each bore fit a piece of flat iron, with a small hole drilled centrally and horizontally. A strong fine string is then put round the crankpin through a slip-knot, and passed through the hole in the bridge bar, a small weight being hung on the end to keep it taut. The bar is then adjusted on the studs, until the string is central in the bore at the back end, and then the string is adjusted on the crankpin until it is central between the crank webs.
The next step is to test the string between the crank webs to see if it is parallel with them, also at the front end of the cylinder to see if it is central in the bore horizontally. Adjust the cylinder until this is obtained. The string is now raised on the crankpin until it is central in the bore vertically. When this is done, a final test at all points is made as a cheek, viz., string central in the bore at each end, parallel and central between crank webs, cylinder
c36
level on top face and correct distance from crankshaft. If all these are correct, the cylinder is obviously in the correct position' except for height. It is only necessary to test one bore, because the two, are set correctly with each other when machining the cylinder. There is no harm, however, in testing the other bore as a check.
By placing a straight-edge across the crank webs above and below the string, the amount by which the cylinder has to be lowered is ascertained. A line is then scribed round the foot of the cylinder, at this height, plus an allowance for the jointing material, above the boiler barrel or saddle. Before moving the cylinder, the bolt holes should be marked off in the foot. The cylinder is then machined to the line if it has a flat foot, or chipped and filed if it fits on the round barrel. Finally, it is bedded on the boiler, and tested again for alignment before bolting down. The joint between the cylinder and the •boiler is usually made with sheet asbestos.
The other parts can be re-assembled in practically the reverse order to which they were dismantled. After assembling the other parts of the engine, the next step is to connect the frame. This must be set level both lengthwise and, crosswise, and supported-on trestles until the back axle and wheels are fitted up.
Another important operation is to test the alignment of the gear wheels. A straight-edge is placed across the face of each crank pinion so as to test the face of the corresponding inter wheels to see if they are parallel. Then each pair is put in mesh to see if they turn freely but without backlash. This must be done when steam is raised, to allow for the expansion of the boiler. The inter-shaft bracket can be adjusted on the frame until correct alignment is obtained.
When fitting the steering chains, the front axle should be set straight, and the chains wrapped equaW round each end of the shaft. The chains must be pulled up just tight. They will soon work with sufficient slackness due to the chains adjusting themselves on the shaft.
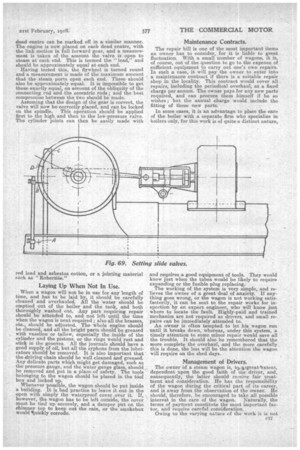
The driving chain should be adjusted so that there is a slight sag on the bottom. If it is made too tight it will bind on the 5prockets, and if too slack it will whip and snatch, especially when reversing the engine.. When the wagon is finished erecting and. steam is raised, there will still remain the setting of the valves. To accomplish this, it is first necessary to set the crank on the dead centres. The flywheel is turned round until the crosshead is about in. from the end of the guide bar ; its position is then marked as indicated in Fig. 69. From a centre pop (A) on the frame a line (B) is scribed on the flywheel rim with a trammel. The flywheel is turned round past the dead centre until the erosshead is again in the position previously marked on the guide bar. Another line (C) is scribed on the flywheel rim, -with the same trammel, from centre (A). The distance between B and 0 is bisected in order to find point (D). The flywheel is turned round until the point of the tram. rael, still set on A, can fall exactly on point (D). This will give the outer dead centre, and the inner
dead centre can be marked off in a. similar manner. The engine is now placed on each dead centre, with the link motion in full forward gear, and a measuremeat is taken of the amount the valve is open to steam at each end. This is termed the "lead," and should be approximately equal at each end. Having tested this, the flywheel is turned round and a measurement is made of the maximum amount that the steam ports open each end. These should also be approximately equal. It is impossible to get these exactly equal, on account of the obliquity of the connecting rod and the eccentric rods ; and the best compromise between the two should be made. As§uming that the design of the gear is correct, the valve will now be correctly placed, and can be locked on the spindle. This operation should be applied first to the high and then to the low-pressure valve. The cylinder joints can then be easily made with
Laying Up When Not In Use.
When a wagon will not be in use for any length of time, and has to be laid by, it should be carefully cleaned and overhauled. All the water should be emptied out of the boiler and the tank, and both thoroughly washed out. Any part requiring repair should be attended to, and not left until the time when the wagon is next required ; also all the brasses, etc. should be adjusted. The whole engine should be Cleaned, and all the bright parts should be greased with vaseline or tallow, especially the inside of the cylinder and the pistons, or the rings would rust and stick in the grooves. All the journals should have a good supply of oil, but all the syphons from the lubricators should be removed. It is also important that the driving chain should be well cleaned and greased. Any delicate parts whish might get damaged, such as the pressure gauge, and the water gauge glass, should be removed and put in a place of safety. The tools belonging to the wagon should be placed in the tool box and lacked up. Whenever possible, the wagon should be put inside a building. It is bad practice to leave it out in the open with simply the waterproof cover over it. If, however, the wagon has to be left outside, the cover must be tied up securely, and a damper put on the chimney top to keep out the rain, or the smokebox would ti uickly corrode.
Maintenance Contracts.
The repair bill is one of the most important items an owner has to consider, for it is liable to great fluctuation. With a small number of wagons, it is, of course, out of the question to go to the expense of sufficient equipment to carry out one's own repairs. In such a case, it will pay the owner to enter into a maintenance contract if there is a suitable repair shop in the locality. This contract would cover all repairs, including the periodical overhaul, at a fixed charge per annum. The owner pays for any new parts required, and can procure them himself if be so wishes ; but the annual charge would include the fitting of these new parts.
In some cases it is an advantage to place the care of the boiler with a separate firm who specialize in boilers only, for this work is of quite a, distinct nature, and requires a good equipment of tools. They would know just when the tubes would be likely to require expanding or the fusible plug replacing. The working of the system is very simple, and relieves the owner of a, great deal of anxiety. If anything goes wrong, or the wagon is not working satisfactorily, it can be sent to the repair works for inspection by an expert engineer, who will know just where to locate the fault. Highly-paid and trained mechanics are not required as drivers, and small repairs can be immediately attended to. An owner is often tempted to let his wagon run until it breaks down, whereas, under this system, a timely attention to some minor repair would save all the trouble. It should also be remembered that the more complete the overhaul, and the more carefully this is done, the less will be the attention the wagon will require on the shed days.
Management of Drivers.
The owner Of a steam wagon is, t9,4ygreat %xterit, dependent upon the good faith of the driver, and, consequently, the latter should receive fair treatMent and consideration. He has the responsibility of the wagon during the critical part of its career, and is away from the observation of the owner. He , should, therefore, be encouraged to take all possible interest in the care of the wagon. Naturally, the terms of payment constitute the most important factor, and require careful consideration.
Owing to the varying nature of the workit is not convenient to settle upon a flat weekly rate, with additional payment for overtime ; in fact it is better not to pay for overtime at all, for this can be so easily abused. The better way is to pay a fixed weekly wage, with the addition of bonuses which will depend upon the oars the driver bestows upon the ,wagon.
bonus of, say, 2s. 13d., should be given for every day the wagon is running, and the journeys should be arranged so that each driver gets equal treatment. For instance, if a driver does a long journey one day, he should be given a short journey the next, and on his short journey days he should be free to leave work so soon as he has finished his job.
To encourage a driver to be economical with fuel, pay him a bonus for every cwt. he saves per month ; the consumption must, of course, be reckoned on the
mileage basis. A bonus of about 2s. 6d. for every return load he picks up on his own, will be profitable to both driver and owner. In addition to these, a good plan is to fix a bonus of 10s. per month, to be paid to a driver if he keeps a clean record during that period. Any mishapwhich occurs due to his fault would cause a deduction from this monthly payment. For instance, if he "drops his plug," deduct, say, 5s., as this is a serious offence. Other amounts could be fixed according to the nature of the mishap. This offers the driver an inducement to look well after the wagon, with the knowledge that his care will be rewarded. A driver's complaints should receive careful consideration, and a good plan is to keep a complaints book so that a driver can record his obser vations. HEPILESTITS.
TEE END.