

































CENTRIFUGAL CASTING FOR BIG-ENDS.
Page 24
Page 25
If you've noticed an error in this article please click here to report it so we can fix it.
A New Method of Lining, which gives a Better Result, Making for Longer Bearing Life.
WHERE will be general agreement with the dictum 1 that the big-end bearing is still the most vulnerable part of the modern engine, and those who have the maintenance of numbers of engines find that it is a component that calls for much attention and even more consideration. Some time ago we published a letter in the page which is devoted to the suggestions of mechanics, maintenance engineers and others on the subject of big-end bearings, and this letter brought correspondence from all over the country, showing that the subject was still of absorbing interest to those who have to keep their vehicles on the road.
We know of big-end bearings which have run for very long periods without evidence of deterioration, whilst others it the same engine have shown signs of distress in a very short time, both running under exactly the same conditions. In the opinion of some of the most experienced maintenance engineers, this difference in the wearing qualities of bearings can only be attributed to one thing—that is, the adhesion between the babbitt and its surrounding metal. Where the adhesion is perfect the bearing is a good one, but the slightest want of adhesion, caused by the presence of dross or air bubbles, may start the breaking away of the babbitt from its surrounding metal. Such breaking away then causes a reduction of the heat transmission and soon spreads, with the result that the babbitt begins to crack, portions of it bccoming entirely detached from the metal which embraces it.
Bearing these facts in mind, those responsible for maintenance will, we feel sure, be interested in the application of the process of centrifugal casting to habbitted bearings. The process consists of pouring molten metal into a bearing which is revolving at such a rate that centrifugal force is set up sufficiently to force the babbitt outward, thus leaving the hole whilst avoiding the use of a core.
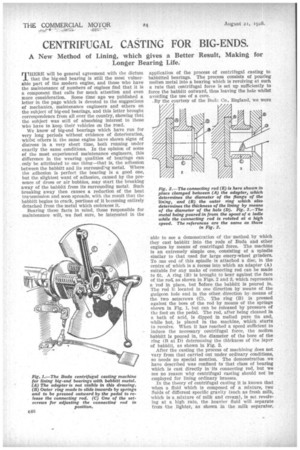
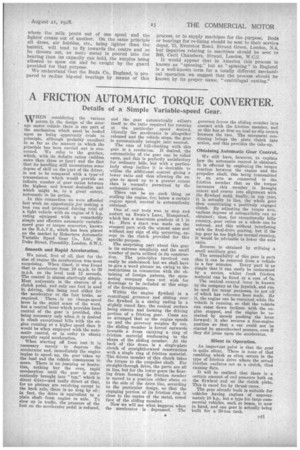
.By the courtesy of the Buda Co., England, we were able to see a demonstration of the methodby which they cast babbitt into the rods of Buda and other engines by means of centrifugal force. The machine is an extremely simple one, consisting of a spindle similar to that used for large emery-wheel grinders. To one end of this spindle is attached a disc, in the centre of which is a recess into which an adapter (A) suitable for any make of connecting rod can be made to fit. A ring (B) is brought to bear against the face of the rod; as shown in Figs. 2 and 3, which represents a 'rod in place, but before the babbitt Is poured in. The rod is located in one direction by means of the gudgeon hole and in the other direction by means of the two setscrews (C). The ring (B) is pressed against the boss of the rod by means of the springs shown in Fig. 1, but can be released by pressure of the foot on the pedal. The rod, after being cleaned In a bath of acid, is dipped in melted pure tin and, while hot, is placed in the machine, which starts to revolve. When it has reached a speed sufficient to induce the necessary centrifugal force, the molten babbitt is poured in, the diameter of the bore of the ring (B at D) determining the thickness of the layer of babbitt, as shown in Fig. 3.
After the casting the process of machining does not vary from that carried out under ordinary conditions, so needs no special mention. The demonstration we have described was confined to that class of bearing which is cast directly inIts connecting rod, but we see no reason why centrifugal casting should not be employed for lining ordinary brasses.
In the theory of centrifugal casting it is known that when a fluid which is composed of a mixture, two fluids of different specific gravity (such as fresh milk, which is a mixture of milk and cream), is set revolving at a high rate, the heavier fluid will separate from ithe lighter, as shown in the milk separator.
where the milk pours out of one spout and the lighter cream out of another. On the same principle all dross, air bubbles, etc., being lighter than the babbitt, will tend to fly towards the centre and so be thrown out, as more metal is poured into the bearing than its capacity can hold, the surplus being allowed to spew out and he caughtby the guard provided for that purpose.
We understand that the Buda Co., England, is prepared to re-line big-end bearings by means of this process, or to supply machines for the purpose. Rods or bearings for re-lining should be sent to their service depot, 75, Evershot Road, Stroud Green, London, N.4, but inquiries relating to machines should be sent to 303, Cecil Chambers, Strand, London, W.C2.
It would appear that in America this process is known as "spinning," but as " spinning " in England is a well-known term for 'a totally different mechanical operation we suggest that the process should he known by its proper name, "centrifugal casting."