 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 159
159 160
160 161
161 162
162 163
163 164
164 165
165 166
166 167
167 168
168 169
169 170
170 171
171 172
172 173
173 174
174 175
175 176
176 177
177 178
178 179
179 180
180 181
181 182
182 183
183 184
184 185
185 186
186 187
187 188
188 189
189 190
190 191
191 192
192 193
193 194
194 195
195 196
196 197
197 198
198 199
199 200
200 201
201 202
202 203
203 204
204 205
205 206
206 207
207 208
208 209
209 210
210 211
211 212
212 213
213 214
214 215
215 216
216 217
217 218
218 219
219 220
220 221
221 222
222 223
223 224
224 225
225 226
226 227
227 228
228 229
229 230
230 231
231 232
232 233
233 234
234 235
235 236
236 237
237 238
238 239
239 240
240 241
241 242
242 243
243 244
244 245
245 246
246 247
247 248
248 249
249 250
250 251
251 252
252 253
253 254
254 255
255 256
256 257
257 258
258 259
259 260
260 261
261 262
262 263
263 264
264 265
265 266
266 Testing to breaking point
Page 93
Page 94
Page 95
If you've noticed an error in this article please click here to report it so we can fix it.
by R. D. Cater, AMInstBE
Do makers really do enough to ensure that their new models will prove reliable? They certainly should, because guarantee claims cost a lot of money and often promote bad feeling. New models failing through breakdown to complete one day's work after another, individual vehicles whose records show strings of complaints and numerous modifications—these things provoke laments from operators up and down the country, often concealing deep-seated resentment and a feeling that manufacturers do not do sufficient 'homework''.
Increasing complexity in vehicle design and the need to keep selling prices as low as possible combine to make the production of trouble-free vehicles constantly more difficult. Adequate testing and proving become more important as the products of the motor manufacturers become more complicated, and sophisticated techniques are continually being introduced in order to combat the seemingly ever-present teething troubles.
I have had my share of new vehicle problems and on occasion been ready just to blame the manufacturer. So I decided to see for myself just how one of the country's biggest lorry and bus builders, Leyland Motors, set about planning, designing and proving a new model.
. A long discussion with British Leyland truck and bus division design and development engineer (vehicles), Mr. Roy Aston, demonstrated that little is left to chance. Gone are the days of rule-of-thumb engineering and the quick drive around the block with the latest brainchild, to see if it works.
Nowadays planning starts after a require
ment is received from the market research department giving a rough guide to designers as to next-model requirements. Incidentally at any one time three new models at different stages are on the stocks at Leyland. The reason for this is that design testing and proving exercises are by their nature expensive, requiring quite extensive facilities. Obviously these facilities cost money, and they represent an addition to the cost of every vehicle sold. Therefore only one set of facilities is utilized and the programme staggered so that no two new models require the same test facilities at the same time.
Currently an increase of 100 per cent, from four to eight vehicles, in the number of units from one model range for each test programme is being introduced, so it will be seen that if three new models are being developed, some 24 vehicles in all will probably make up the test fleet. In addition a number of current Leyland vehicles as well as others built by competitors are used for comparative testing.
Once the market requirement has been made known, the design and development department produces a complete specification including calculated figures both for operating and economic performance. Mr Aston made it clear that without this yardstick to work against, even the most sophisticated development programme could not hope to succeed.
Computerized calculation of stress-loadings and the necessary design calculations to cope with them have vastly reduced actual design time. For instance, a designer can now run off a whole batch of suggested dimensions of a unit to be used for a specific job in far less time than it used to take him to calculate the stresses for which he must cater. Once again this results in design overheads being kept down, but, and far more important, it also enables the correct materials and dimensions to be specified very early in the design stage with the knowledge that components so constructed will be as near right as' man has yet been able to make them.
"If this is the case", one might ask, "why the need for testing and proving?" The answer is that many problems which arise in the best conceived projects can only be highlighted through physical testing—witness the Concorde and the American moon flights—and more information must be compiled on how components will perform in service so that all servicing instructions are ready when the vehicle enters operational service.
Any component part that does not break at some time during the test programme is viewed with suspicion and placed on a list to undergo cost and weight reduction evaluation.
Crack testing of parts severely stressed during the pave mileage is carried out. If such items as springs and shock absorbers for instance—being stressed far in excess of what can be expected in actual service—are 'found to be cracked during the inspection, this does not mean that modification may necessarily be required. Replacement might well be expected to be the case by the time the vehicle had completed what would be an equivalent mileage on the road: some pave test tracks are said to accelerate conditions to such a degree that 1,000 miles would represent 100,000 road miles and very much more than that in the case of suspension components.
Approximately three months after the prototypes have been laid down they become available to their designers for what is known as an initial appraisal, rather like the road tests carried out by Commercial Motor. From this test the development team assesses the desirability of pressing on with the vehicle without alteration; in other words any really glaring mistakes will show up and be accounted for at this stage before accelerated and endurance testing begins. Two weeks are allowed in the 24-month schedule for the
or over its time. U pperm ill initial appraisal although it may run under Greenfield For the next six weeks the vehicle unSaddleworth dergoes track testing, all the dynamic stresses Holmfirth
Hill out of New
encountered being measured. And then for Mill the next gruelling eight weeks, accelerated Cafe on approach durability is the order of the day and the pave to Leeds trials are carried out. Horsforth (sign)
Top Burley in
During this period, I was told, there is likely Wart edale to be a whole series of failures in component Ilkley parts which would be placed under intensive Top of Addinghan investigation and subsequently altered either Skipton
Gisburn
in material content or design to avoid further Clitheroe similar occurrences. I learned that every part Wha Hey of the test vehicles has a completely recorded Leyland
history so that investigation can be carried as far back along the line as is required to isolate the cause of failure. Once a problem is isolated, clearing it up is quite a simple job compared with finding its cause.
After eight weeks of accelerated durability the machine is completely stripped, inspected and rebuilt. It then embarks on a five-monthlong series of cooling-system, oil temperature. heating and ventilation, performance, including economy and external noise, and finally transmission and brake tests. Cooling tests are carried out with the test vehicle hauling a mobile dynamometer for hours on end on full power in first gear, simulating road gradients longer and more severe than are found anywhere in the world. Brake and transmission tests include 2,000 miles when the vehicle is started and stopped in the following manner:—
The engine is held at full rpm and first gear engaged. Still holding full rpm the clutch is engaged as rapidly as possible. Once the vehicle is under way its road speed is raised to the maximum attainable in first, second, third and fourth gears. When maximum is reached in fourth the brakes are applied sufficiently to retard the vehicle at a rate of
6ft/sec2, approximately 0.2g. This test
probably involves 8,000 such manoeuvres.
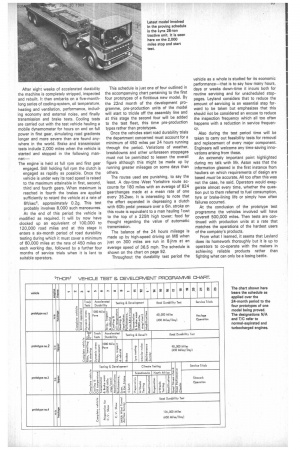
At the end of this period the vehicle is modified as required. It will by now have clocked up an equivalent of 100,000 to 120,000 road miles and at this stage it enters a six-month period of road durability testing during which it must cover a minimum of 60,000 miles at the rate of 450 miles on each working day, followed by a further four months of service trials when it is lent to suitable operators. This schedule is just one of four outlined in the accompanying chart pertaining to the first four prototypes of a fictitious new model. By the 22nd month of the development programme, pre-production units of the model will start to trickle off the assembly line and at this stage the second four will be added to the test fleet, this time pre-production types rather than prototypes.
Once the vehicles start road durability trials the department concerned must account for a minimum of 450 miles per 24 hours running through the period. Variations of weather, breakdowns and other unforeseen stoppages must not be permitted to lessen the overall figure although this might be made up by running greater mileages on some days than others.
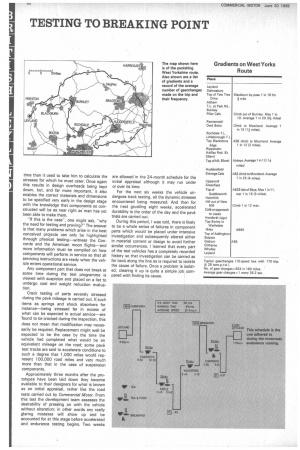
The routes used are punishing, to say the least. A day-time West Yorkshire route accounts for 180 miles with an average of 824 gearchanges made at a mean rate of one every 35.2sec. It is interesting to note that the effort expended in depressing a clutch with 60Ib pedal pressure over a 6in. stroke on this route is equivalent to a man hauling lcwt to the top of a 225ft high tower: food for thought regarding the value of automatic transmission.
The balance of the 24 hours mileage is made up by high-speed driving on M6 when just on 300 miles are run in 8!.hrs at an average speed of 36.5 mph. The schedule is shown on the chart on page 92.
Throughout the durability test period the
vehicle as a whole is studied for its economic performance—that is to say how many hours, days or weeks down-time it incurs both for routine servicing and for unscheduled stoppages. Leyland considers that to reduce the amount of servicing is an essential step forward to be taken but emphasizes that this should not be considered an excuse to reduce the inspection frequency which all too often happens with a reduction in service frequency.
Also during the test period time will be taken to carry out feasibility tests for removal and replacement of every major component. Engineers will welcome any time-saving innovations arising from these.
An extremely important point highlighted during my talk with Mr. Aston was that the information gleaned in the first instance from hauliers on which requirements of design are based must be accurate. All too often this was not the case, he said. Operators would exaggerate almost every time, whether the question put to them referred to fuel consumption, tyre or brake-lining life or simply how often failures occurred.
At the conclusion of the prototype test programme the vehicles involved will have covered 500,000 miles. Then tests are continued with production units at a rate that matches the operations of the hardest users of the company's products.
From what I learned, it seems that Leyland does its homework thoroughly but it is up to operators to co-operate with the makers in achieving reliable products rather than fighting what can only be a losing battle.