 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 159
159 160
160 161
161 162
162 163
163 164
164 165
165 166
166 167
167 168
168 169
169 170
170 171
171 172
172 173
173 174
174 175
175 176
176 177
177 178
178 179
179 180
180 181
181 182
182 183
183 184
184 185
185 186
186 187
187 188
188 189
189 190
190 191
191 192
192 193
193 194
194 195
195 196
196 197
197 198
198 199
199 200
200 201
201 202
202 203
203 204
204 205
205 206
206 207
207 208
208 209
209 210
210 211
211 212
212 213
213 214
214 215
215 216
216 217
217 218
218 219
219 220
220 221
221 222
222 223
223 224
224 225
225 226
226 227
227 228
228 229
229 230
230 231
231 232
232 233
233 234
234 235
235 236
236 237
237 238
238 239
239 240
240 241
241 242
242 243
243 244
244 ROAD AND WORKSHOP by Handyman
Page 68
If you've noticed an error in this article please click here to report it so we can fix it.
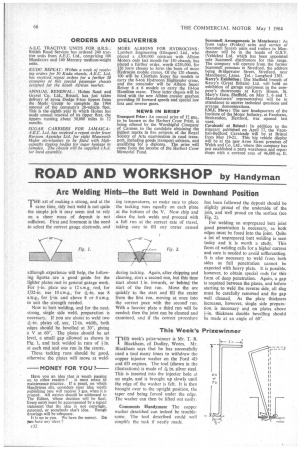
Arc Welding Hints—the Butt Weld in Downhand Position
THE art of making a strong, and at the same time, tidy butt weld is not quite the simple job it may seem and to rely on a sheer mass of deposit is not sufficient. First and foremost is the need to select the correct gauge electrode, and although experience will help, the following figures are a good guide for the lighter plates met in general garage work. For fin, plate use a 12 s.w.g. rod, for 5/32-in. use 10 s.w.g., for *-in. use 8 s.w.g., for fin, and above 8 or 6 s.w.g. to suit the strength needed.
Now to butt welding, and for the neat, strong, single side weld, preparation is necessary. If you are about to weld two *-in. plates of, say, 12-in, width, both edges should be bevelled at 300, giving a V at 60°. The plates should be set level, a small gap allowed as shown in Fig. 1, and tack welded in runs of in. at each end and one run in the centre.
These tacking runs should be good, otherwise the plates will move at weld
-MONEY FOR YOU?
Have you an idea that is worth passing
on to other readers ? It must relate to maintenance practice. If a panel, on which Handyman sits, considers your idea worth publishing you will receive 3 gns. when it is printed. All entries should be addressed to The Editor, whose decision will be final. Every entry must be accompanied by a signed statement that the idea is not copyright, patented, or somebody else's idea. Rough drawings will be adequate. It is up to you. We have the money. Do you have any ideas ? ing temperatures, so make sure to place the tacking runs equally on each plate at the bottom of the V. Now chip and clean the tack welds and proceed with a full run at the correct rate of travel, taking care to fill any crater caused during tacking. Again, after chipping and cleaning, start a second run, but this time start about 1 in. inwards, or behind the start of the first run. Move the arc quickly to the start and fill the crater from the first run, moving at once into the correct pace with the second run. With a heavier plate a third run will be needed; then the joint can be cleaned and examined, and if the correct procedure has been followed the deposit should be slightly proud of the underside of the join, and well proud on the surface (see Fig, 2).
For welding an unprepared butt joint good penetration is necessary, as both edges must be fused into the joint. Quite a lot of unprepared butt welding is seen today and it is worth a study. This form of welding calls for a higher current and care is needed to avoid untlereutting. It is also necessary to weld from both sides as full penetration cannot be expected with heavy plate. It is possible, however, to obtain special rods for this form of deep penetration. Again, a gap is required between the plates, and before starting to weld the reverse side, all slag must be carefully removed and the gap well cleaned. As the plate thickness increases, however, single side preparation is necessary and on plates above 4-in. thickness double bevelling should be made at an angle of 60°.