



























































Producing Engine Valves by Extrusion
Page 34
Page 35

If you've noticed an error in this article please click here to report it so we can fix it.
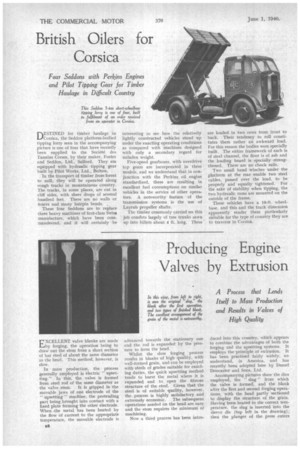
A Process that Lends Itself to Mass Production and Results in Valves of High Quality
EXCELLENT valve blanks are made .1.--Aby forging, the operation being to draw out the stem from a short section of bar steel of about the same diameter as the head. This method, however, is slow.
In mass production, the process generally employed is electric " upsetting." In this, the valve is formed from steel rod of the same diameter as the valve stem. It is gripped in the movable jaws of one electrode of the " upsetting" machine, the protruding part being brought into contact with a fixed plate forming the other electrode. When the metal has been heated by the flow of current to the appropriate temperature, the movable electrode is advanced towards the stationary one and the rod is expanded by the pressure to form the head.
Whilst the slow forging process results in blanks of high quality, with well-formed grain, and can be employed with steels of grades suitable for exacting duties, the quick upsetting method tends to burst the metal where it is expanded and to open the fibrous structure of the steel. Given that the steel is of suitable quality, however, the process is highly satisfactory and extremely economic. The subsequent operations needed on the head are easy and the stem requires the minimum of machining.
Now a third process has been intro
duced into this country, which appears to combine the advantages of both the forging and the upsetting systems. It employs the principle of extrusion. It has been practised fairly widely, we understand, in America, and has recently been adopted here by Daniel Doncaster and Sons, Ltd.
Accompanying pictures show the dies employed, the " slug" from which the valve is formed, and the blank after the first and second forging operations, with the head partly sectioned to display the structure of the grain. Having been heated to the correct temperature. the slug is inserted into the sleeve die (top left in the drawing); then the plunger of the press enters the die, the Metal is forced downwards through the taper die, and the valve stem is formed by extrusion. This operation occupies one second.
An ejector, entering the die from below. lifts the blank out on the return stroke of the press. It is then transferred to the finishing die (shown in the right-hand drawing) and the rough head is pressed to shape.
To quote the maker's description of the process, work is put upon both head and stem in adequate amount to ensure thorough working of the metal. In other words the squeezing and pressing to which the metal is subjected cause the fibres of the steel to arrange themselves in a desirable manner. for subsequent strength and durability. The process permits good control Over grain flow. This is achieved by suitably proportioning the dimensions of the slug, the taper of the die, and so forth.
We are informed that Daniel Doncaster and Sons, Ltd., the only concern yet making valves by the extrusion process, also produces large quantities of valves by the other two systems—" goffing " as the forging process is named and "upsetting." By extrusion, some thousands are said to be turned out per shift, and their high quality renders the varves thus manufactured suitable for the most exacting requirements.
This development seems to constitute a very valuable step forward in the vigorous efforts upon which all are now concentrating their energies to bring the productive capacity of the country to the highest pitch of efficiency.