



























WORKS ORGANIZATION -tFFICIENT PRODUCTION.
Page 8
Page 9
Page 10

Page 11

If you've noticed an error in this article please click here to report it so we can fix it.
An Article Describing the System E the Manufacture of Hallford Lorries.
FOREIGNERS HAVE foe many years admired, and envied us for the quality and reliability of articles produced by the manufacturers of this , country. • Ours is not a bubble repytation, and the secret f our manufacturing suceess lies in the many old-established concerns whose reputation, as regards the quality of their productions, has been gained threugh the course of many years. This I eputation is of such value that few of these concerns would willingly turn out articles of low qttafity. As an example, we may quote the case of J. and E. Hall, Ltd. This company wag founded as a private 'canoe:in by John. littil in 1785. In 1879 it came into the hands of the present senior director, and in 1900 was formed into a limited company. The concern first earned its world-wide reputation by the production of high-class, papermaking machinery, gunpowder plant, steam engines, and other classes of machinery, and the first trunk engines ever made were designed and constructed at the -Dartford Iron Works. At present the area covered by the works is 15 acres ; more than half of this, however, is devoted to the production of refrigerating machinery.
Eor those with an historical bent it may be of interest to know that the works are built on the site of the old nunnery where Anne of Cleves was educated, and parts of the walls of this are still existing. The first commercial motor vehicle was built in 1906, and the second entered the Conercial Vehicle Trials of 1907 and won a gold medal and special diploma.—the highest award obtained in those or any other comitercial vehicle-trials held in this country. This particular vehicle is still in the service of United Services Transport, Ltd., by whom it is employed on general contract work. Motor vehicles of Hanford manufacture took a considerable part in the work of our mechanical transport during the recent war, and they proved themselves well fitted for heavy work, even under the most arduous conditions.
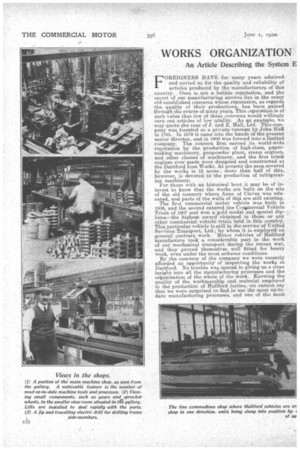
By the courtesy of tha company we were recently afforded an opportunity of inspecting the works at Dartford. No trouble was spared in giving.us a close insight into all the manufacturing processes and the organization of the whole of the work. Knowing the quality of the workmanship and material employed in the production of Hanford lorries, we cannot say that we were surprised to find in use the most up-to• date manufacturing processes, and one of the most
complete systems of production which it has been our pleasure to investigate. From first to last, the most minute eare is taken to see that faulty material and workmanship are eliminated, and even after a :chassis has Ieft'the.shops for its running tests it may he returned half-a-dozen times or more to have adjustments made, before the company are sufficiently satisfied to allow its being placed in the hands of a customer.
Our first visit was to the power house. Here we found that the company at present produce their own electric power, the dynamos being driven by highspeed steam engines. The plant is arranged for supplying both. power and light to the works on the twowire system, and also supplies power for single-phase welding on the Thompson principle. An entirely new plant. is however, to be installed as soon as possible. This will consist of two 250 kw. Brucefield Lecour motor converters, also a h.t. transformer sub-station of two 500 kw., one 250 kw., one 100 kw., and one 50 kw., 11,000 volts to 400 volts three-phase. The current will come from the West Kent supply. In view of the impending change, all machinery in the Works extensions, or any replacements, will be suitable for three-phase. 400 volts current, and. no more direct current machinery will be entertained.
We then passed to the pattern shop. Here. we found installed a. large number of machines, including large sandpaper disc machines, on which the tables can be tilted to any angle for bevelling purp6ses, as well as the usual mechanically driven saws, planingmachines, etc. rach machine is fitted with a suction pipe, through which the sawdust and shavings are drawn. Shavings which fail to the.floor are brushed into trap doors, and also removed by. Suction.
A narrow gauge line is laid throughout the works, turn-tables being provided at the different crossings. These lines are found of the utmost convenience, and so long as one keeps clear of them it is unnecessary always to be on. the lookout for shop trucks. The machine shop, though covering a considerable area, is as full of machine tools 'as it can well be. Apart from the usual lathes, drilling machines, eta., we found a Lapointe broaching machine, on which all the connecting rod, big and small ends, are broached after fitting the brasses and bushing. This machine is also employed for broaching gears and bushes. In the case of hushes, the crud of each broach has a burnisher .003 in. oversize to allow for the Springing which occurs. For soft brass the allowance is .0015 in, to .002, in., and for mild steel the exact size is the rule.
All the bevel gears are generated on David Brown machines, whilst spurgears are cut on Fellows' gear shapers. The chain sprockets are cut on a Sunderland gear generating machine. We noticed that gang Milling cutters were employed fo'r several purposes ; for instance, on the rear spring links four faces are milled at the same time.
The tool room is well equipped and produces all the milling cutters., .jigs, broaches, etc., required by the whole works. .. In the casehardening department the 'greatest care is taken to ensure that all pasts requiring it are pro perly heat treated. The furnaces are coke fired, and
each has its pyrometer. The wires from the latter are taken to an instrument board situated in a por
tion of the shop where it is under constant surveil lance. With each batch of parts is. included, a small test piece which, after the heat treatment, is tested
to see if the treatment is correct, and if the material
is suitable. After treatment all parts are sand-blasted in a chamber from which the sand cloud is exhausted by a suction pipe; this sand is scrapped, as after use it has lost much of its cutting value. The operator wears rubber gloves and a respirator. In this shop We found installed an electrieally driven hanimei' in which the blow is regulated by coil 'springs. The viewing department is particularly well organized. It. is provided with Brinell bail hardness test
ing instruments, and for the ordinary. limits Newall gauges are employed. For special limits, gauges are manufactured in the tool room. These, gauges are themselves checked by meansof a Prestwich fluid gauge by which differences of .00004 can be detected.
There .areetive commodious inspection :Shops, one on the ground floor, and one above this-. In the lower the inspection is confined chiefly to the heavier parts of fhe eha.ssis, whilst the upper one deals with gearwheels and such lighter articles. All Work is inspected at each stage in its production
ein the progress store the mitehitied pats are collected for a batch of chassis, and until parts sufficient to completea. batch of chassis 'are eelleeted erecting is not commenced with this particular batch. The batches usually consist of 60 chassis, and three are generally being operated upon: at any particular moment, so that be tween 180 and 200 vehicles are in various sta.ges of completion at one time.
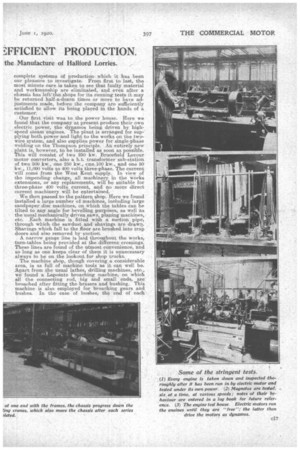
After completion each engane is rim in for six hours by a motor. After this the engine is run under its 'own power and drives.the motor as dynamo. The elarrent obtained from this dy Immo assists 'in reducing the total amount of
current required from thepower house. A eon.
siclerahle number of engines can be tested at the same. time. The cooling water for all of them is taken from a single large tank, to each engine has a return pipe. This return pipe shqws at a glance if the pump is working or not. The company are not even satisfied after this test. Each engine is dismantled, the bearings are inspected, and the cylinders are lifted to see that all is tight, and
that extraneous matter, which may have been washed out of crevices in the castings, etc.' is extricated. The amount of matter brought down by j the pressure fed oil is sometimes suaprising, and shows the importance of inspecting the engine after test.
The erecting shop is very spacious. All progress is in one direction. At one end of the shop the frame side members are drilled on a, special, jig by a travel ling motor • drill, which was designed by, one of the shop foremen, who has been with the. company for many years. One of the photographs which we re produce shows this ingenious machine. As the side members pass down the shop, the cross members are fitted and bolted into position, bolts being used in.
preference. to rivets, which are liable to work loose. When erection of a chassis is commenced a card is issued to the chassis bearing a number, and after
each operation is completed the fitter responsible for the job inserts his initials ;against the particular operation, stating the date started and the. date. finished ; before procaelling with the next operation, the work has to be inspected aP,d passed, the in spector also appending his initials. By these means a very careful check can be kept, on all work, and as the cards are filed away when the chassis is completed they can always bc referred to, and the man respon sible for any faults located with the minimum of trouble. This system not only applies to. chassis erection, but to every component in the vehicle. The result is that the standard of work is very high, as no man can blame another for faults for which he is responsible. As each man starts on a particular job the foreman gives him a starting ticket, the, mart takes this-to the
shop office and is clocked on to the job ; when the job is finished the man goes to an inspector and has the job passed. The inspector initials the starting ticket, and the man Obtains a new one from his foreman, and takes both the old and the new to the shop office.
We have not yet referred to the magnetotesting bench, a view, of which will be found': amongst the illustrations. Six magnetos are tested at one time and a very complete log is kept of how each performs.
After each chwis leaves the shops it passes to a-read testing department. Here it is jacked up and run to see if the transmission is free. It is then loaded to half its capacity, the load consisting of iron slabs bolted together to make up weights of half a ton each. With the half load the vehicle is given a 10-mile road test, which, if satisfactory, is followed by a full load continuous run of 20 miles, during which the petrol consumption is taken. The tester makes out a test report sheet after each run, and the particulars on this sheet are viewed by the foreman and entered up on a. chassis report sheet which acts as a permanent record: Any faults are noted, and the vehicle is returned to the adjusting department for rectification. One chassis may have a dozen or more reports made on it, and between
each report it travels to the shops and back. This proves hOw careful the company are in their endeavours to prevent a vehicle leaving the works with a fault even in the minutest detail. The testers are independent critics, and are encouraged, to be so. The company are renovating a considerable number of Hallfords .purchased from the War Office. These are completely. overhauled and supplied with &renovated body, painted and lined to choice, as the case of a new vehicle.
The men are allowed to smoke in the shops during the whole of the day, and'a well fitted and commodieus canteen is provided for their use. Several important extensions are being made, amongst which is included a fine laboratory.