 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 159
159 160
160 161
161 162
162 163
163 164
164 165
165 166
166 167
167 168
168 169
169 170
170 171
171 172
172 173
173 174
174 175
175 176
176 177
177 178
178 179
179 180
180 181
181 182
182 183
183 184
184 185
185 186
186 187
187 188
188 Pneumatic loading and transport of sawdust discharge aids bulk
Page 114
Page 115
Page 116
Page 121

If you've noticed an error in this article please click here to report it so we can fix it.
Norwich operator uses suck-in blow-out system for collection/delivery service from high output sawmills to high consumption broiler plants By P.A. C. B rockington
AM1MechE BOUT 10,000 tons of sawdust and shavings are stored on the premises of William Armes and Sons Ltd., sawdust and chip contractors of 29 Bishop Bridge Road, Norwich, an equal amount of material being brought to the company's store at Beccles in Suffolk, from sawmills and collected from the premises for delivery to broiler plants by vehicles operated by the company. About one-eighth of the material handled is carried in two special bulk units equipped with a pneumatic system that can be quickly adapted to load or discharge the material and afford particular advantages dyer sack-carrying lorries on certain types of operation.
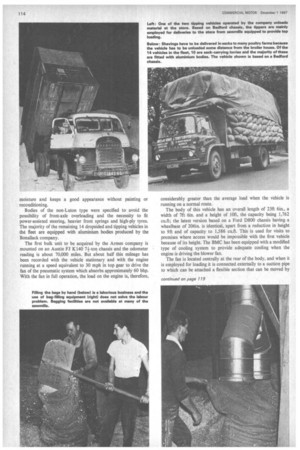
The shavings are used by poultry farmers for broiler-house litter and on the typical smaller farm the delivery vehicle has to be unloaded 30 to 40 yards from the broiler house because of access difficulties. In such cases, there is no alternative to transporting the material in bags, which are carried from the unloading point to the broiler house on a hand truck or by tractor, and delivery in bags also facilitates multiple drops. If collections are made from one or more sawmills at which existing bagging and loading facilities are provided that match transport requirements, use of the special bulkers would be uneconomic. At an increasing number of mills, however, a high output is associated with labour problems (including the high cost of labour) and/or lack of bagging plant and the ability of the bulk vehicle to load the material from a heap of material on the floor is a very worthwhile and cost-saving convenience.
To the Armes company, direct collection from a mill in bulk for delivery to a large easy-access broiler site (on which up to 10 sheds may be located) is both convenient and economical, despite the fact that the gain in loading and unloading times is only marginal. The bulk units and the 7-ton lorries that carry bagged shavings can be loaded with 5/6 tons of material in approximately lf to 2 hours and discharge or unloading occupies a somewhat longer time.
Because of the higher capital cost of the bulk units and the time taken to load, their operation is only economic if an average of /2 collection-and-delivery runs can be made in the working day. Both collection and delivery are therefore restricted to a radius of about 40 miles. In some instances, the number of operations in a day is literally "one-and-a-half" in that the vehicle returns to the store after the second collection, or loads at the store after completing a collection-and-delivery run, for delivery the next morning. Bagged loads of shavings are delivered to farms up to 100 miles away.
Derived from a concept originating in Germany, the bulk body was designed and built by Bonallack and Sons Ltd. of Basildon, Essex, who built six bodies of a similar type a few years ago for W. P. Usher Ltd., 102 Roman Way, London, N7. In contrast to the wooden bodies of the Usher vehicles, those of the Armes bulk carriers are of aluminium construction and are not fated with a Luton extension.
Mr. Walter Armes, managing director of the company, estimates that aluminium provides a weight saving of nearly a ton. He emphasizes that it is easier to clean and repair, does not absorb moisture and keeps a good appearance without painting or reconditioning.
Bodies of the non-Luton type were specified to avoid the possibility of front-axle overloading and the necessity to fit power-assisted steering, heavier front springs and high-ply tyres. The majority of the remaining 14 dropsided and tipping vehicles in the fleet are equipped with aluminium bodies produced by the Bonallack company.
The first bulk unit to be acquired by the Armes company is mounted on an Austin FJ K140 7+-ton chassis and the odometer reading is about 70,000 miles. But about half this mileage has been recorded with the vehicle stationary and with the engine running at a speed equivalent to 30 mph in top gear to drive the fan of the pneumatic system which absorbs approximately 60 bhp. With the fan in full operation, the load on the engine is, therefore, considerably greater than the average load when the vehicle is running on a normal route.
The body of this vehicle has an overall length of 23ft 6in., a width of 7ft 6in. and a height of 10ft, the capacity being 1,762 cu.ft; the latest version based on a Ford D800 chassis having a wheelbase of 206in. is identical, apart from a reduction in height to 9ft and of capacity to 1,586 cult. This is used for visits to premises where access would be impossible with the first vehicle because of its height. The BMC has been equipped with a modified type of cooling system to provide adequate cooling when the engine is driving the blower fan.
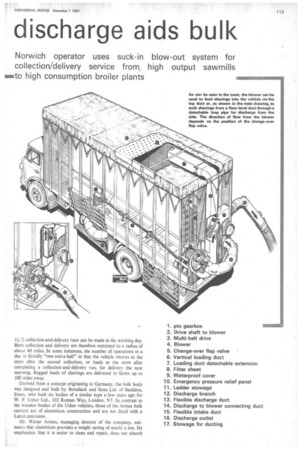
The fan is located centrally at the rear of the body, and when it is employed for loading it is connected externally to a suction pipe to which can be attached a flexible section that can be moved by the operator through a wide arc to extend the pick-up area. The operator rakes the material to the vicinity of the intake and the shavings are delivered by the fan to a vertical duct having a radiused outlet a short distance from the roof which is fitted during the early filling stages with a 3ft extension. Having an output of 3,000 cu.ft /min at 2,400 rpm, the fan blows the material at high velocity towards the front of the vehicle and the extension aids compaction by concentrating discharge at a high level. The extension is later removed, and two or three times during the loading operation a push rake is used further to compact the material at the front end. Otherwise filling is completely automatic apart from raking the material into the intake area.
Breathing sheets
Provision is made for the escape of air without loss of material in the form of a breathing or filter sheet. This incorporates a large number of eyelet holes, and an outer non-permeable cover, which is loosened before filling and agitates the breathing sheet during the operation in addition to preventing egress of the sawdust. The eyelet type of breathing sheet was evolved by the Armes staff to obviate the use of hessian which, it is stated, tends to clog and thus reduce filling efficiency. An emergency relief panel, basically comprising a magnetized plate, is automatically dislodged if the pressure exceeds a predetermined maximum.
The vertical discharge duct has a horizontal branch, above the fan, which leads to an aperture on the right side of the body, and the junction section of the ducts incorporates a change-over flap valve which is employed to blank off the vertical duct (instead of the branch duct) when the system is adapted to unload the material. After the flap valve has been moved to the unloading position by means of an external lever above the blower inlet, the inlet is connected externally by a looped pipe to a short cylindrical duct at-floor level on the right side of the vehicle. A discharge pipe is attached to the outlet of the branch duct and a flexible extension is available to facilitate distribution of the material.
The blower is driven in the same direction as for loading and sucks material from the floor-level duct through the external looped pipe for delivery to the branch duct and outlet pipe. An operative is continuously required in the vehicle to rake the shavings to the area of the duct intake. The door at the rear of the vehicle on the right is kept open during this operation to prevent the formation of a vacuum and to facilitate the operative's work. A board is located across the lower part of the doorway to prevent spillage of material.
Of the centrifugal impeller type, the blower has six blades, is constructed of a special high-tensile steel and weighs 841b. It has a diameter of 21in. and because of its speed (2,400 rpm) and weight, accurate balancing is essential; particular attention is given to blade attachment and so on to ensure stress uniformity, to avoid distortion and to give a good strength/weight ratio. Power from the five-speed gearbox is relayed by a Martin-Harper split-drive type of power take-off in which a sliding dog provides for direct drive to the back axle of the vehicle or for indirect step-up drive of to 1.27 to the blower. Located above the main propeller shaft, the blower drive shaft is supported by two intermediate bearings and incorporates a universal joint close to each bearing. Final drive to the blower is by means of a belt-drive having six belts which gives a 1.52 to 1 step-up and enables the fan to be conveniently positioned above floor level.
If a larger solid piece of material is drawn into the fan chamber and causes jamming of the fan, the belts will slip and thus eliminate or reduce damage to the blades. Greasing of the universal joints of the fan drive is required every two to three days and is facilitated by small hatches in the vehicle floor.
Failure of the pneumatic system necessitates unloading manually through the single rear door, which is a laborous business. The timber bodies of the Usher vehicles are fitted with shallow side doors above the floor which reduce the labour of unloading manually in an emergency. But incorporating extra doors of this type in an aluminium body would not be practical in that they would weaken the body structurally or involve the use of a heavier structure.
The pipes and extensions (which have a diameter of 12 /14in.) are carried in underslung cages on each side of the vehicle, and installing the pipe for either operation can be performed, if necessary, by one man in a few minutes. Roped to cleats near the top of the body, the covers can readily be rolled back to provide for top loading from an overhead hopper, which is the practice in a minority of cases and which involves compaction of the shavings by the protracted procedure of "walking-down". Two detachable ladders are stowable on the rear bulkhead.
Detailed features of the light-alloy body include Welsh-hat-section pillars, panelled on the inside with 14g aluminium sheet, a light-alloy underframe and a one-piece floor of 18mrn resinbonded plywood. The chassis is equipped with a Tecalemit ACL automatic lubrication system.
The two tippers are mainly employed carrying the material from sawmills equipped for top loading to the company's store. These are based on Bedford TIC chassis; while the platform vehicles are mounted on Bedford or BMC chassis.
Extending the use of pneumatic bulkers depends on the growth of broiler production, the size and location of the broiler sites and the requirements of the sawmills. Mr. Walter Armes points out that concentration of sawmills and broiler sites into a relatively small area favours the use of bulkers.