



































































































LARGE-SCALE BODY by a leadini JILDING OPERATIONS .hassis maker
Page 50
Page 51

Page 52

Page 53

If you've noticed an error in this article please click here to report it so we can fix it.
addition to producing large numbers of passenger
vehicle chassis having capacities from 20 seats up to over 50 seats and goods-vehiele chassis for gross loads from 2-} tons to 12i tons, Leyland Motors, Ltd., Leyland, Lanes, has two large bodybuildIng factories in which coachwork specifically designed for the variOLIS chassis in the range is manufactured. At Leyland the coachbuilding department produces bus bodies, whilst the goods coachwork is made at the Charley factory.
Dealing with the passenger-vehicle types, there are three patterns of double-deck body used on the Titan chassis. First, there is the Titan patent body—one of the most popular double-deckers in the country. This is manufactured to carry 51 passengers in seats of the popular type or 48 persons in seats of a more luxurious design. The complete vehicle has an overall height of 13 ft. 2i ins, when laden, and has the gangway of the upper saloon along, the off side.
,Next. there is the ybridge, which, again, has the same two passenger-Seating capacities, but is provided with the central gangway in both saloons, and the height is 14 ft. 1i in.
Finally, there is the Hybriclge 56-seater, a recent introduction, which, by reason of the employment of specially light seats, duralumin bulkheads and the omission or interior panelling—half-drop windows are used—scales but 9 tons 181 cwt. when fully laden with 30 passengers In the upper saloon and 26 on the lower deck. So much for the double-deckers.
In addition, there are three types of single-deck bus body, consisting of a rear-entrance 36-seater for the Lion chassis, a 35-seater with a front entrance for the Lion and a 32-seater with a front or a rear entrance tor the Tiger chassis.
Naturally, the bulk of the work is concerned with these standardized types of body", which have been evolved as a , result of the collective experience of .hundreds of operators. In certain instances, however, it is. realized that local or other conditions may demand the employment of special features, suCh as an altered disposition of staircase, a special location for the spare wheel, etc. In circumstances of this nature Leyland Motors, Ltd., is prepared to meet the customer's requirenaents. Such conditions, of course, involve detail changes, but enable the shell of the body to be of standard design. It is possible, for example, to order vehicles with off-side entrances to suit overseas conditions, whilst front or rear staircases can be supplied for double-deckers In the case of the passenger bodywork section of tho factory the output is normally in the vicinity of 20 complete vehicles per week. A double-decker can be put through complete, Including the finishing processes, in from 11 days to 14 days.
...Before dealing with the constructional features in general it is important to note that the operation of the system of mounting a Leyland body upon a Leyland chassis confers certain special advantages. For exam pie, the co-operation between the chassis and body designers ensures a proper mounting and eliminates any need for " correction " work. Further, the bodies are designed to meet given conditions, which are, Of course, known in respect of all the Leyland chassis ; thus, the purchaser obtains a vehicle which works harmoniously.
A difficulty which is always encountered with bodywork is that of replacing damaged 'parts due to accident. In the case of Leyland bodies, both for passengers and goods, each component bears a part number which can be ordered and is repeated to identical dimensions, so that spares are always interchangeable. In the ease of the passenger-type bodies the majority of parts is kept in stock, so that immediate dispatch can be effected, thus minimizing time lost due to waiting for material.
Single-deckers and double-deekers are made in separate shops, whilst there are, of course, the sawmill section, extensive stores and finishing departments, as well as sections dealing with the shaping of panels awl wings, upholstery, etc.
Naturally, seasoned English ash is used for main pillars and framework, whilst mahogany is employed for longitudinal rails. Pitch pine is the wood specified for cant-rails and American ash for less important items. Little hardwood is used for the floors, as these are chiefly. of steel and deal, whilst aluminium panels are used in order to save weight and to avoid corrosion troubles. Aluminium covering is used for much of the upper framework to ensure a lasting finish, whilst the fixing media are generally screwed nails. A point which appeals to the maintenance man is that one panel covers only the space between two adjacent pillars, so that replacement is easy in the event of an accident. Panels also are standardized.
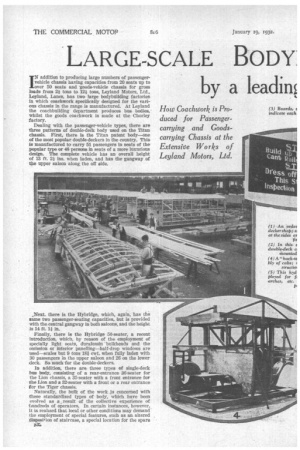
One of the busiest shops is that in which doubledeckers are constructed. Along the sides and in an extensive gallery sub-assemblies are prepared, making use of the parts cut to predetermined dimensions in the saw-mills. Jigs are used for each stage in the assembly, and many of the jigs embody the principle of two of each unit being constructed simultaneously back to back.
The sub-assemblies are gathered tether and pass in an orderly procession down the length of the shops. At each stage there is a numbered board showing exactly what operations have to be effected and the numbers of jigs to be used, so that body erection is as straightforward a matter as that of chassis.
At one end of the shop are double doors through which the chassis enters, and it does not have to be driven inside more than a few feet before it comes under the travelling crane, which mounts first the lower deck and then the upper saloon.
A point of interest in connection with the formation of panels, wheel-arches, etc., is that they are machinemade to predetermined dimensions ; in addition to facilitating production it means that a spare hind-quarter panel, for example, can be „ obtained from stock with
the minimum of delay, as there is no hand-beating to be considered. The Leyland-built machine used in the formation of these panels consists of an hydraulic ram carrying any one of a range of special formers. The sheet of metal to be dealt with is gripped along two edges and then the hydraulic pump is put into operation. When the ram rises to a predetermined limit it is stopped, and the panel is shaped ready for use.
Another interesting detail is that combined rubber and canvas pads are used for body mounting. These are of stock size and drilled on jigs. Another detail which adds appreciably to the quality of the finished product is the method of tying the vertical pillars to the lateral sills of the body.
These sills are comprised of timber centre pieces, to which are bolted steel plates ; on to these are welded BR4 and bolted steel gussets, which are bolted not only to the vertical posts but have their extremities turned over at right angles to embrace the posts. This method of fixing does much to abolish vibration.
Genuine lead paint is used throughout and special care is taken to see that every joint is thoroughly primed. Cellulose is used for all internal mouldings, etc. Various methods of finishing are employed in the shops, according to customers' requirements. In the case of this work one shop deals with both double-deckers and single-deckers.
In the case of the single-deck vehicles the construction principles are the same as those for the double-deckers. Subassemblies are erected in jigs and each Two examples of Leyland built body. (Left) One of the Ilybridge 56-seaters on a Titan chassis. (Below) A roomy van body with provision for side loading. The works at Clurrley are equipped to meet any goods-body requirement.
A scene in one of the shops at Chorley ; cabs are built to standard designs and there are many regular, as well as special, patterns of goods-carrying coachwork.
unit is then mounted upon the skeleton which consists of the floor, sills, etc. As in the case of the double-decker spare parts can be ordered, or complete subassemblies can be supplied, at short notice. Turning now to the works at Chorley, which produces goods vehicle bodywork, much of the same principle of repetition work prevails, but, of course, the wider variety of types demands somewhat more individual treatment. Generally speaking, cab design is standardized for the various chassis models which are dealt with. In the case of standard-sized platform bodies, hinged-sided bodies and so forth the work is of a repetition nature, but even when special requirements have to be met the part-number system prevails, and spare parts can subsequently be ordered just in the same way as those for the Leyland chassis.
At the time of our visit the workshops were engaged upon fire-engine bodies, open platforms, hinged-sided bodies, vans, Alfol-insulated meat vans, boarded sheet vans, etc. In addition to these types, coachwork for tippers, Luton bodies and special designs of all kinds can be supplied.
From the covered timber store wood passes to the saw-mills, where it is either cut into standardized lengths and shapes or formed to meet special needs of the moment. Again, all the joints are treated with genuine lead paint, thoroughly worked in. Pneumatic tools are used when practicable, and the equipment of the shop is intended to provide every possible assistance to the skilled workmen. An instance of this is that rails of 30-ft. length can be produced with a variation, for end to end, of less than in. from the standard size. Most of the ironwork used is of Leyland manufacture; for certain parts castings are used, but otherwise forgings are specified. Only British material is used, and the finish which is obtained in the paintshops is of an appreciably higher standard than is usual with goods vehicles. In part, this is due to the employment of specialist workmen and, in part, due to the equipment available. The varnish-room, for example; Is steana-beated to the normally required temperature, but any addition is quickly obtained by means of electric heaters, which can be used for "boosting." • Naturally, seasoned wood is used for all external parts. A .special point is made that no holes may be drilled in the chassis frame—a "mechanical sin" which is apt to occur when there is any lack of harmony between the coachbuilder and the chassis maker.