





















BUILDING BRITISH TF TORS BY ASSEMBLY.
Page 10
Page 11
Page 12
Page 13

If you've noticed an error in this article please click here to report it so we can fix it.
How 8 Saunderson Tractors and 70 Ploughs and 3000 Spare Ploughshares a Week !are Being Made.
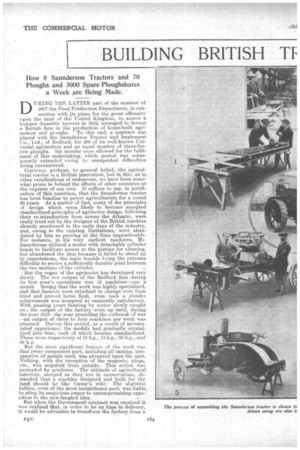
DURING THE LATTER part of the summer of 1917 the Food Production Department, in connection with its plans for the great offensive upon the land of the -United Kingdom, to assure a bumper domestic harvest in 1918, arranged to favour a British, firm in the production of home-built agrimotors and phughs. To this end, a contract was placed with the Saunderson Tractor and Implement Co., Ltd., of Bedford, for 400 of its well-known UMversai agrimotora and an equal number of three-furrow ploughs. Six months were allowed for the fulfilment of this undertaking, which period was subsequently extended owing to unexpected difficulties being encountered. Contrary, perhaps, to general belief, the agricultural tractor is a British innovation, but in this, as in other ramifications of endeavour, we have been somewhat prone to belaud the efforts of other countries at the expense of our own. It suffices to say, in justification of this assertion, that the Saunderson tractor has been familiar to power agriculturists for a round 20 years. As a matter of fact, many of the principles of design which seem likely to become accepted standardized principles of agrimotor design, following their re-introduction from across the Atlantic, were r-ally tried out by the designer of the British machine
lready mentioned in the early days of the industry, ad, owing to the existing limitations, were aban oned by him as proving at the time impracticable. or instance, in his very earliest ma-chines, Mr. aunderson utilized a motor With detachable cylinder eads to facilitate access to the pistons for cleaning, ut abandoned the idea because it failed to stand up ti expectations, the main trouble being the extreme ifficulty to secure a sufficiently durable joint between tie two sections of.the cylinder. — But the vogue of the agrimotor has developed very s owly. The net output of the Bedford firm during 8 first year's operations was 12 machines—one a onth. Seel,ng that the work was highly specialized,
d that farmers were reluctant to change over from tried and proved horse flesh, even such a slender achievement was accepted as eminently satisfactory. With passing years farming by motor slowly .caught on ; the output of the factory went up until, during the year 1913—t he year preceding the outbreak of war —an output of three to four machines per week was attained. During this period, as a result of accumulated experience; the models had gradually crystallized into four, each of which became standardized. These were respectively of 10 h.p., 18 h.p., 30 h.p., and 50 h.p.
• Tut the most significant feature of the work was that every component part, including all casting, irrespective of metals used, was prepared 'Upon the spot. othing, with the exception of the magneto, plugs, etc., was acquired from outside. This action was prompted by prudence. The attitude of agricultural interests, steeped as they are in conservatism, demanded that a machine designed and built for the land —should be like Clesar's wife; The slightest failure, even of the most insignificant part, washable to sting its suspicious owner to uncompromising oppo
sition to the new-fangled idea. . But,when the Government contract was received it was realized that, in order to be on time in delivery, :it would be advisable to transform the factory from a
B32.)
manufacturing instrument into one of assembly, purely and simply. The first intention was to scrap all the part-making facilities completely, and to concentrate merely upon collecting and erecting the various units. Upon reflection, however. it was decided to modify this drastic intention, and, as events have proved, it is fortunate that second thoughts prevailed.
The type selected for national work is the intermediate standard model, the firm having reduced its original programme of four into three standard machines, namely, 12 h.p., 25 h.p. and 30 h.p. respectively. But the threeare as alike as triplet brothers, the only apparent difference being in their size.
In the new 25 h.p. .model, Mr. Saunderson introduced many improved features tending towards greater reliability, simplicity and durability, which action was accentuated, it may be remarked, by the decision to concentrate the factory's efforts solely upon assembly. Every feature of the tractor has been designed personally by Mr. Saunderson, and each part has been made from patterns fashioned under his personal supervision. The special nature of the machine demanded such procedure, and the selection of such a principle in preference to one of purchasing available component parts of other design. in the open market has not been without its disadvantages, but even today the farmer has not become fully reconciled to the advantages of the internal-combustion-engined tractor.
As an instance of how this rigid adherence to proved principles has affected output, it is only necessary to refer to the delay which arose in connection with the manufacture of the two-cylinder 5i-in. by 8-in. engine. A contract was placed with a firm for 400 motors. The contractors went ahead in grim earnest, bent on being up to time, but they had only just delivered the first engine for approbation and test when they were suddenly diverted to another range of activity by the Government. Patterns had to be returned and fresh contracts made, over which serious delay occurred. Even to-day, it is impossible to secure a steadily-maintamed stream of units from the various sub-contractors, inasmuch as there are a thousand and one factors over which one cannot exercise the slightest control, or which human foresight cannot avert, to militate against the best intentions, and in connection with which, be it noted, difficulties concerning transport are not among the least.
It may be engines to-day, gearboxes to-morrow, radiators next week, and so on. As a result of his experience, Mr. Saunderson cherishes certain decided notions concerning the practice of manufacture by assembly, which would doubtless startle those whop are, such out-and-out advocates of this method, but who do not really grasp the magnitude or character of
So far as this partiCular firm is ccincerned, it regards its subsequent resolution to preserve its manufacturing resources intact, if dormant, as fortunate. Thereby it is able to bridge any hiatus which may suddenly supervene, and, by keeping these producing facilities flexible, it ean profitably divert the combined efforts of the staff to the adequate production of any unit which may not be forthcoming, or only intermittently so, owing to some unexpected denouement, and in this way is able to keep assembly steadily going.
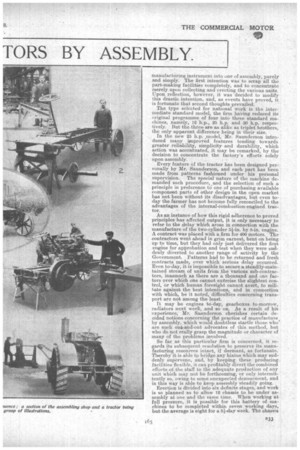
Erection is divided into six definite stages, and work is so planned as to allow 12 chassis to be under assembly at one and the same time. When working at full pressure, it is possible for this battery of machines to be completed within seven working days, but the average is eight for a 51-day week. The chassis
itself is built up of a number of individual selfcontained units, the only work necessary being setting them in position and bolting up. Thus the engine is complete in every detail, with carburetter, vaporizer, magneto, fan, etc., in position, being, in fact, ready for starting up. The gearbox is similarly complete, and so on.
The erecting bay is so planned as to give the cree
ters full command on both sides of the machine." It is of sufficient width to admit of two lines, each of six machines, and to be flanked on either side by 'benches for completing any bench work whiCh May be essential.' The bay itself is spanned by a runway, complete with pulley, for bringing the heavysections to the chassis and lowering them' into position, while a portable crane is available for any additional hoisting or sustaining work which' may be essential. The units, as removed from the packing cases, are transferred to a trolley, which carries each unit over a narrow-gauge tramway, provided with turntable at one ends effecting junction with a longitudinal track extending to the desired point.
In the first stage, the two side channel-steel members, or chassis girders, are set out upon trestles. The footplate and the front axle member are bolted up.
B34
In viewing the work at this stage, it is possible to appreciate the clean, simple job which the erection of the Saunderson tractor presents, the absence of gadgets and other superfluities being noticeable, while the strength of the frame is not imperilled by an abnormal number of bolt holes.
The completion of fitting up the chassis constitutes the second stage. The front wheels are slipped on, the steering gear is placed in situ, all its connection§ completed, control pedals set, and the' back axle bolted up. As this work is being finished the third stage commences. The engine has been brought by trolley to the overhead traveller, has been hoisted into the air, and borne to the job, to be lowered the moment all is ready. The motor, it may be mentioned, has already been passed through its testing operations, and is all ready for use.
While the motor is being fixed, the traveller 'moves to pick up the gearbox, which, is complete with its control levers. Indeed, the whole forms one self-contained Unit, and .constitutes. an outstanding feature of the
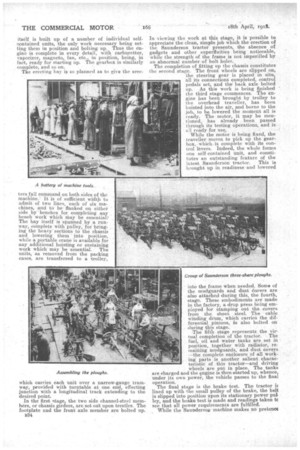
latest Saunderson tractor. This is brought up in readiness and lowered
into the frame when needed. Some of the mudguards and dust covers are also attached during this, the fourth, stage. These embodiments are' made in the factory, a drop press b'eing employed for stamping out the, covers from the sheet steel. The cable winding drum, which carries the differential pinions, tis also bolted on during this stage. The fifth stage represents the virtual completion of the tractor. The fuel, oil and water tanks are set in position, together with radiator, remaining mudguards, and dust covers --the complete enclosure of all working parts is another salient characteristic of this tractor—and driving wheels are put in place. The tanks i are charged and the vngine s then started up, whence, under its own power, -the vehicle passes to the final operation.
The final stage is the brake test. The tractor is lined up with the small pulley of the brake, the bell is slipped into position upon its stationary power pulley, and the brake test is made and readings taken tt see that all power requirements are fulfilled.
While the Saunderson• machine makes no pretence
• towards decorative external finish, it is bedecked in a serviceable field green. What painting is desired is carried out either previous to assembly or after the unit has been bolted up. But a final coat can be given after all tests have been made, for which purpose it is stripped of all external embellishments, including wheels, mud and dustguards, being received upon trestles for the purpose. The system adopted permits of the speediest erection with the,minimuin of labour. At each stage only two men are required, so that the erection Of a tractor is completed throughout by the combined assistanoe of 12 men. The method certainly complieh with the requirements of simplicity, whilst there is no confusion or possibility of the men tumbling over one another,or getting in one another's way, even when two machines are being erected side by side. There is another advantage. In these days, owing to the stress of work and wide resort which is necessarily being made to partially-skilled labour, coupled with the difficulty of securing material true to specification —this applies more particularly to the channel steel. for the chassis frame—a certain degree of fitting may be necessary ur desirable. This can be carried out without. risk of hindering the erectors in the fulfilment of their designed tasks.
So far as assembly is concerned, tlis is carried out entirely by male labour. Women labour, however, has been utilized for the most part in the manufacture of the Ploughs, which is conducted along similar.
lines. In so far as ploughs are concerned, these works
hold the record for the whole country, and believe . no other concern at present excels it in output, which is 70-80 two-fuicrow ploughs a week. The contract for these was in addition to the one originally given for 400 three-furrow implements which were required to operate with the tractors which -were ordered. The demand for the two-furrow implements arose in conjunction with the Ford tractor, which was being made
in America, and with whi i eh it s designed to be used.
In connection with plough production, mention must be made of the manufacture of share replacements. When it is recalled that round about midsummer's day a horse-drawn plough -will wear out its shares between a single sunrise and sunset, some idea of what extensive tractor ploughing is likely to impose in this connection may be gathered. In order to meet the estimated demand for share replacements, the foundry was completely remodelled and extended. But it has already proved inadequate to its tags, the output being at least 33 per cent. below demand. Shares are not ordered by the dozen or score, but literally by the hundred.
In order to rise superior to the share replacement demands, a cupola furnace similar to that already in service, together with another of double capacity, has been installed, and, by the time this description appears, will be in operation. In this way it will be possible to increase the share-producing capacity as desired. The margin thus ensured will enable the company to eater adequately for the trade in spare parts of all descriptions. The Saunderson Co. is fully alive to the tractor spare-part side of the issue, and is completing every arrangement to cope with any and every likely demand, so as to assure instant fulfilment of orders of this description. ..
SO .far as the manufacture of spare shares is concerned, the rigid attention to method so characteristic of tractor assembly is observable. Share manufacture is a speciality apart. It is imperative that the bottom part of the share shall. he as hard as flint —it should resist the file—while the upper part must be soft. To fulfil this end; it iS incumbent for the nietal to be of a Critical heat and be instantly water• chilled. The moulds are 'disposed ,upon a low-lying stand, and in such a way that cold water is constantly. playing upon their under faces. The cupola is :tapped at intervals Of five minutes. The ladle charged with the molten metal is borne away and instantly poured into the moulds. By the time the last mould has been run the first is ready to be broken, the running water having cohipleted its purpose. The process is thus continuous, two, batteries of 16 moulds .being handled at intervals of 10 minutes, the meulds in each battery being made, poured, broken and remade during this brief period. On the day preceding our visit, the fOtindry, in response to overwhelming pressure, had cast 430 shares during a single afternoon, but an average working day's work may be taken at 500 shares. Seeing that each. share weighs 9 lb., it will be seen that this in
velves handling in the aggregate More than two tons of molten metal a day. By the-time the extensions are brought into action the output can be speeded up to 2000 shares a day. From this, bearing in mind that the foregoing represents merely the output of one firm, it will be seen that the production of shares to meet the requirements of the ploughs in the field under the Government ploughing scheme is certain to run into thousands daily, and will touch astonishing figures as the longest days around midsummer are approached Assuming that there will be a round 15,000 ploughs at work by that time—this figure is below the mark— and taking the average of two shares per plough, it will be realized that the daily demand for this replacement is certain to reach 30,000, representing a consumption of 270,000 lb. of metal every 24 hours. And this figure only concerns one phase of the agricultural implement spare-part business.
In so far as the Saunderson works are concerned, the weekly tractor output by assembly has by no means reached its maximum. It is -capable of considerable acceleration and extension, but is governed entirely by the equal volume of the various units flowing into the factory. As these streams increase, and the risk of progress being arrested or interrupted by the non-delivery of a certain component decreases, output will rise. In conclusion, it may be remarked that the governing spirit of the works bas set himself an ambitious goal to attain in this connection, which would be somewhat surprising were it made public.