











































































Craftsmen I MASS BC
Page 38
Page 39
Page 40

Page 43

If you've noticed an error in this article please click here to report it so we can fix it.
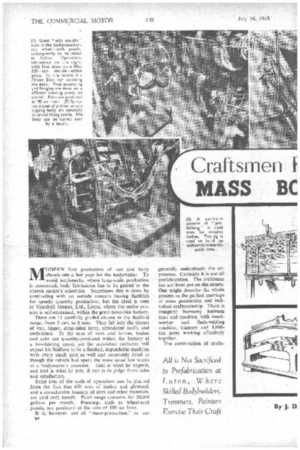
ODERN flow production of van and lorry chassis sets a hot pace for the bodymaker. To avoid bottlenecks, where large-scale production is concerned, body fabrication has to be geared to the chassis maker's schedules. Sometimes this is done by contracting with an outside concern having facilities for speedy quantity production, but the ideal is seen at Vauxhall Motors, Ltd., Luton, where the entire process is self-contained, within the great town-like factory.
There are 11 carefully graded chassis in the Bedford range, from 5 cwt. to 8 tons. They fall into the classes of van, tipper, drop-sided lorry, articulated outfit, and ambulance. In the case of vans and lorries, bodies and cabs are quantity-produced within the factory at a bewildering speed, yet the individual customer will expect his Bedford to be a finished, dependable machine, with every small part as well and accurately fitted as though the vehicle had spent the more usual few weeks at a bodymaker's premises. That is what he expects, and that is what he gets, if one is to judge from sales and satisfaction.
Some idea of the scale of operations can be gleaned from the fact that 650 tons of timber and plywood, and a considerable tonnage of steel and other materials, are used each month. Paint usage accounts for 20,000 gallons per month. Pressings, such as wheel-arch panels, are produced at the rate of 180 an hour.
It is, however, not all "mass-production," as one B4 generally understands the expression. Certainly it is not all prefabrication. The craftsman has not been put on the streets. One might describe the whole process as the perfect marriage of mass production and individual craftsmanship. There is complete harmony between man and machine, with woodworker and flash-welding machine, trimmer and 1,000ton press working effectively together.
The combination of crafts manship and prefabrication is seen to.good advantage in the busy sawmill, where all the wood parts used in the several types of body are made.
A great deal of space could be occupied in describing the various stages of treatment of each body or cab-framing component from the square "hairy" timber to the smooth, almost polished finished article. It must suffice to say, however, that each piece of timber, after cutting to approximate dimen
sinus, is held in a series of wood formers, usually of the box type, so that it can be sawn, planed, or milled to correct outline, stage by stage.
There is a store—a kind of sanctum—where all the various formers, templates and fences (guides to fit to machines in the sawmill) are kept when not in use. Their number is manifold.
The process is by no means as automatic as it may sound. There is a marked element of skill in this forming of the timber. The stock, in its box structure or jig, has to be held against the cutter on the machine. and moved and turned with a smooth precision by the operator. At the same time he must not waste any precious seconds. His work, like that of everyone else at the factory, is geared to the production line which elsewhere is moving inevitably onwards. After such treatment, every wood-framing component, like the metal parts of every Bedford made, is interchangeable with others of the same type.
I paused to watch a team of two men shaping headboards. There was a fascinating rhythm in their handling of the piece of timber, held snugly in its jig. But there was no time wasted. They were shaping one board every 45 seconds.
These men would have dangerous jobs were it not for the elaborate safety precautions taken. (Cutters on some shapers revolve at 7,500 per minute.) Foolproof guards are fitted and are frequently inspected. Men are constantly reminded of the importance of safety, if the worst happens in spite of all this, there is an efficient first-aid service always available at short notice.
Typical equipment in the sawmill comprises a Jenkins doubletenon machine, a Wadkins sixcutter moulding and matching machine, and double shapers and power-feed shapers of Wadkins make.
The treatment of the ordinary boards for the floors, sides and tailboards of sided tarries is a comparatively simple matter. It is worth noting, however, that the boards are, in fact, not quite ordinary, in that the tongue and groove are of taper section, giving a better joint and making fitting easier. All boards are supplied in 4-in. by 1-in, rough dimensions, and are finished in the sawmill at the rate of 120 ft. per minute.
There are no wasted short ends of board, No matter what lengths may be supplied to the factory, they go eventually to make up floors and are joined as necessary.
All Bedfords embody structures consisting, broadly speaking, of timber mouldings, plus steel pressings. All cabs are of steel mono-shell construction, made in one piece with scuttle, pillars and instrument panel, but they incorporate shaped wood framing. Van bodies are wood-framed, with pressed-steel panelling.
214,340 sq. ft. for Pressings The multitudinous steel pressings clearly demand a shop of their own, and this they have, to the tune of 214,340 sq. ft. That, however, includes all private-car pressings. The press shop
has a certain Wellsia.n splendour. A mere spectator finds himself dwarfed by the rows of great machines, many of which are as high-as houses, for forming van sides and cab shells. There are five double-action presses, each of 500-ton capacity, and five of 230-400 tons. Of the single-action presses, two are 1,000ton and 20 are 450-ton, whilst there are respectively 14 and 16 of 200-ton and 150-ton capacity. Numerous smaller presses range from 15 to 100-ton capacity.
When a pressing comes off the machine into the gloved hands of the, workers, it is scribed and passed to others who trim off its surplus metal on special power cutters. Occasionally there is a split, and the job is rejected unless the split is found to be outside the scribed line, which has been made with the pressing on a suitable jig.
In addition to the great presses and the cutters already mentioned, there are in this shop handsaws, certain welding plants, and beading and wiring machines.
Completed pressings are put in batches on stillages, and conveyed to dumps at suitable "strategic locations" by industrial tractors. At the same time, of course, wood parts are hurrying from the sawmill in the same way, to assemble and wait with the steel parts, before
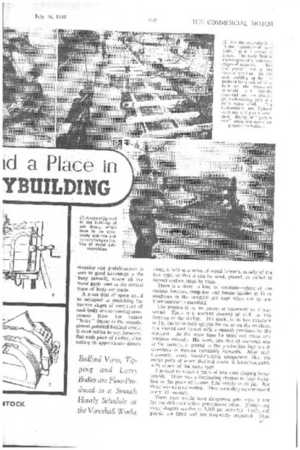
The somew type of t grooved boa wooden
being seized by the men who will put them together on jigs and then on the production lines which thread their way around the 130 acres of the works.
The construction process, with sub-assemblies thus available, is to assemble cabs and van bodies —which each have their separate lines—on static jigs, with spotwelding, arc-welding, flash-welding, flanging, etc., carried out as necessary by teams of workers. These steps result in cabs, and vans, fundamentally taking shape. Then they go on to the conveyors, where all remaining work is effected.
What is known as the "commercial lorry-body build" occupies 31,766 .sq. fr. The area of the "cab and van paint" is 8,784 sq. ft. Trimming takes up 15,040 sq. ft. The total of those sections, plus press shop, sawmill and timber preparation and storage departments, is something like a quarter of a mile square.
The body shops house the van side-panel flash welder, cab body-panel flash welder, standard pedestal spot welders, and gun-type spot welders. Among the most important pieces of equipment used in building commercial bodies are the main body-assembly jigs. These marry the parts together and control the true alignment of the final assembly of each body.
About 216 men are employed on all bodybuilding operations, 80 on wood machining, 80 on cabs, 33 on van assembly and 23 on lorries.
Alongside the moving assembly lines are all the various parts needed to complete the cabs and van bodies.
Thus, the cabs receive their floorboards, scuttle pillars, wheel-arch boards, complete doors and some detail fittings. The van bodies are fitted with wheel-arch panels, cant-rail cover panels, seat boards, doors and so on. After degreasing with Shirley Aldred's C 1014, assemblies are washed with C 1015 deoxidine acid, The metal is then given a hot-water rinse and blow off" before passing through a drying oven. After drying, it is wiped over with "tack rags" to pick up dust, and then sprayed inside and out with primer.
Vans and cabs, nearly complete, come off the end of these lines and are dropped down to the floor below, where they eventually are trimmed and painted, and fitted on the chassis, which are still on their own assembly lines. rd used on bodies.
Individual Treatment.
In the case of drop-sided and tipping bodies, the procedure is somewhat different. No pressings are involved apart from the cabs, so that those bodies, although still to some extent prefabricated, call for more individual treatment.
Both tipping and drop-sided bodies are made up of tongued and grooved boards and forged iron on the basic stout timber structure. The prefabrication of
wood parts is limited not only by the supply of timber in differing lengths, but tiy the fact that predrilling or cutting, no matter how accurate, would be made useless by shrinkage.
Nevertheless, jig frames are used to build tailboards and sideboards. In the case of a tailboard, for example, boards are fitted accurately into a channel-steel frame, which is equipped with strong built-in cramps to press the structure together. The irons are taken, like the boards, from the .nearby dump, and fixed onto dummy brackets on the jig-frame. Then drilling is done and the structure.is bolted up. As tailboards and 'sideboards are assembled one after another, in this way. at greater speed than by ordinary method, they are put aside in batches, for transfer to assembly lines as required according to the day's schedule.
Meanwhile, the corresponding main body structure is being built up. as it passes from its main jig, where bearers are fixed to longitudinals, on to the various stages of further assembly. As it nears the point where the production line turns back parallel with itself for a tittle, the floor is fitted, boards of different sizes being taken from racks alongside the line. Then it passes
the dump of tailboards and has its tailboard fitted, and is ready for the paint cleaning station.
Passing into the spray-booths proper, it takes a rightangle turn, bringing it now parallel with the cab assembly line in the main shop, and after passing through the colour bake oven at 160 degrees F., it doubles back on itself again, goes on to the trim and finishing roller track and arrives at the lorry-body drop to the chassis line, near the well where vans and cabs are lowered into position.
A little out of the hubbub of mechanical strife is the jig inspection shop. Here, white-coated specialists work with intense concentration on the important matter of testing, examining and checking master jigs The work is done on special large marking-out tables. Only thus, by regular and constant check and countercheck, may the accuracy and, hence, the interchangeability of Bedford pressings be maintained.
Well away from the area of the shops is the rectification section, through which vehicles pass before going to " final finish " and " car delivery." Vans and lorries arc " driven " the equivalent of several miles on a special roller track.