



















The Grinding of Cylinders.
Page 14
Page 15
Page 16

If you've noticed an error in this article please click here to report it so we can fix it.
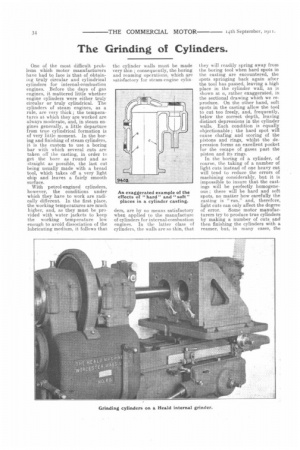
One of the most difficult problems which motor manufacturers have had to face is that of obtaining truly circular and cylindrical cylinders for internal-combustion engines. Before the days of gas engines, it mattered little whether engine cylinders were either truly circular or truly cylindrical. The cylinders of steam engines, as a rule, are very thick ; the temperatures at which they are worked are always moderate, and, in steam engines generally, a little departure from true cylindrical formation is of very little moment. In the boring and finishing of steam cylinders, i it s the custom to use a boring bar with which several cuts are taken otT the casting, in order to get the bore as round and straight as possible, the last cut being usually made with a broad tool, which takes off a very light chip and leaves a fairly smooth surface.
With petrol-engined cylinders, however, the conditions under which they have to work are radically different. In the first place, the working temperatures are much higher, and, as they must be provided with water jackets to keep the working temperature low enough to avoid dissociation of the lubricating medium, it follows that the cylinder walls must be made very thin ; consequently, the boring and reaming operations, which are satisfactory for steam-engine eylin ders, are by no means satisfactory when applied to the manufacture of cylinders for internal-combustion engines. In the latter class of cylinders, the walls are so thin, that they will readily spring away from the boring tool when hard spots in the casting are encountered, the spots springing back again after the tool has passed, leaving a high place in the cylinder wall, as is shown at a, rather exaggerated, in the sectional drawing which we reproduce. On the other hand, soft spots in the casting allow the tool to cut too freely, and, frequently, below the correct depth, leaving distinct depressions in the cylinder walls. Each condition is equally objectionable; ; the hard spot will cause chafing and scoring of the pistons and rings, whilst the depression forms an excellent pocket for the escape of gases past the piston and its rings. In the boring of a cylinder, of course, the taking of a number of light cuts instead of one heavy cut will tend to reduce the errors of machining considerably, but it is impossible to insure that the castings will be perfectly homogeneous; there will be hard and soft spots, no matter how carefully the casting is "run," and, therefore, light cuts can only affect the degree of error. Some motor manufacturers try to produce true cylinders by making a number of cuts and then finishing the cylinders with a reamer, but, in many cases, the hard spots will spring away even from a reamer, and, generally, the reamering operation only results in a smoothing of the surface left by
the boring tool. There is also another objection to the use of the reamer, and that is its gradual reduction in size due to the regrinding of the cutting edges. The difference in diameters between a reamer when new and when it has been ground two or three times may be as much as three one-thousandths of an inch, a difference which involves great trouble in the fitting of rings and pistons, and eliminates all possibility of strict interchange of those parts.
After trying most other known methods, the aid of the internalgrinding machine was invoked, and, so far, the use of these machines has been attended with entirely satisfactory results. The chief advantage of grinding is that the cylinder may be roughly bored and then finished on the grinder, accurately round, . straigfit and smooth. The bore is made round because the grinding wheel revolves in a perfectly true circle, and cuts away the hard spots as well as the soft material ; further, as the wheel travels along the bed of the machine in a perfectly straight line, the true circle of the bore is developed into a true cylinder. Occasionally, one hears of a manufacturer who strongly objects to grinding, basing his objection on his alleged observation that the piston rings do not appear to take a bearing as quickly in a ground cylinder as they do in a bored cylinder. .Of course, this is entirely a question of how a piston ring is made. If its outer periphery is not truly circular when it is put into the cylinder, it will certainly take a long time to "bed in."
With the ordinary cylindrical grinder, most manufacturers and many of our readers are fully conversant ; they will readily understand, however, that it is a matter of difficulty to swing cylinders when they are cast in pairs, or where the four cylinders are east en bloc, as is the case with many engines of the present day, chiefly on account of the difficulty of balancing the casting in the machine. The need for a special machine for cylinder grinding was, therefore, quickly felt, and, instead of rotating the cylinder in one direction and the grinding wheel in the opposite direction, meanwhile giving longitudinal traverse to either the wheel or the cylinder, we now have a grinding machine in which the cylinders may be secured to a special fixture that does not rotate, but may be given longitudinal motion along the bed of the machine, or transverse motion across the saddle which bears upon the main bed. The grinding wheel is constantly
driven in one direction, and not only does it rotate upon its .own axis, but it also travels in a circular path, which path is concentric with the bore of the cylinder. The grinding wheel cuts the iron so freely, and does not bring any pressure to bear upon the walls of the cylinder, that the hard spots in the metal present no difficulty such as is encountered with a boring tool and reamer. Various speeds of rotation and rates of feed are usually provided in these special cylinder grinders, so as to enable the operator to obtain the best work under all possible conditions.
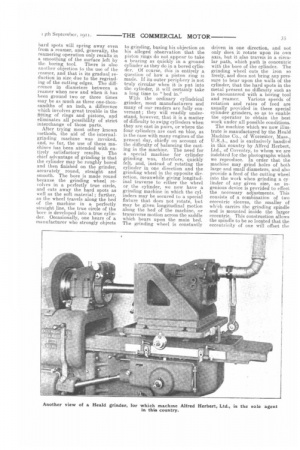
The machine which we now illustrate is manufactured by the Heald Machine Co., of Worcester, Mass., U.S.A., and is exclusively handled in this country by Alfred Herbert, Ltd., of Coventry, to whom we are indebted for the photographs which we reproduce. In order that the machine may grind holes of both large and small diameters, and also provide a feed of the cutting wheel into the work when grinding a, cylinder of any given size, an ingenious device is provided to effect the necessary adjustments. This consists of a combination of two eccentric sleeves, the smaller of wh;ch carries the grinding spindle and is mounted inside the larger eccentric. This construction allows the spindle to be so located that the eccentricity of one will offset the eccentricity of the other when the wheel is required to travel in a very small circle, such as when grinding a small-diameter hole. The amount of throw, or, rather, the diameter of the path around which the wheel travels, may he increased or diminished by adjusting these eccentrics, the adjustment being effected by means of a worm and worm gear which are provided with micrometer readings, so that the adjustments may be made as fine as an eighth to a quarter of a one-thousandth part of an inch.
The rapidity with which work can be turned out on the Heald grinder can be gauged by the following example :—Holes 4 in. to 4iin. in diameter, by 9 in. in length, may be ground from a rough bore in about 15 min. each, increasing the bored diameter by .01 in., the finished hole being round and straight within a limit of .0005 in. For the grinding of cylinders which have more than one bore, a cross-wise adjustment of the table, clearly shown in the illustrations, is provided, and, after one bore has been finished, the cylinder casting may be moved transversely a distance equal to the nitch of the cylinders. In order to insure accuracy in this respect, the cross-slide screw is provided with micrometer readings and an indicator.
It is often urged by opponents to cylinder grinding that the process is liable to charge the interior or surfaces of the cylinders with grit,
which grit, when the engine is working, quickly wears out the pistons and rings. There can, however, be little or no foundation for this fear ; otherwise, one would not find so much grinding work carried out on high-grade and intricate machines. As a matter of fact, the higher the grade of the machine manufactured, the more reliance is placed upon the grinding machine for producing to the accuracy of dimensions required. We believe, also, that it has been °roved by chemical analyses and assays that no trace of the cutting material becomes embedded in the surface of the cylinder walls. The old method of grinding—that by rubbing two pieces of metal together with emery and oil between them—should not be confused with the modern method of using a vitrified wheel, which cuts away the material not required. -In the old process of rubbing two or more surfaces together with emery and oil between them, there is no question that a quantity of the emery is rubbed into the pores of the material. but it is quite different when the cutting particles are held with a tenacious bond, as in a vitrified grinding wheel. In the cylinder grinder, as fast as the particles of metal are removed from the cylinder, they are carried away by a current of air which is crested by an exhausting fan, the nine for which may be seen in both the illustrations which we reproduce.
Dry grinding is the rule for cast iron, and, in most cases, no attempt is made to cool the cylinder by artificial means, although a pump and tank, with connections for water circulation in the cylinder jackets, form part of the equipment of standard Heald grinders. The cylinders are always hot when actually at work, and, therefore, it is argued by many engineers that it is best to grind the cylinders under similar conditions There is no question but that a cylinder changes its shape more or less when it is heated, chiefly owing to the presence of flanges and connections between the outer and inner shells, port holes, etc., and some users of Heald grinders initially heat the castings by circulating hot water through the jackets before the operation of grinding is commenced. Other engineers prefer to allow the cylinder to heat up just to whatever point it will with the heat produced by the cutting action of the wheel upon the metal during the grinding.
Grinding is by no means an expensive operation, and its advantages are so many that it deserves far more attention than is given to it in many works and large repair shops. All grinding parts may easily and cheaply be produced to limit sizes, and they may all be absolutely interchangeable—an essential condition where large fleets of vehicles are concerned.