



















































































How EFFICIENT BUS MAINTENAN DEFIES ARDUOUS CONDITIO
Page 42
Page 43
Page 44
Page 45

If you've noticed an error in this article please click here to report it so we can fix it.
Ingenious Equipment Greatly Facilitati
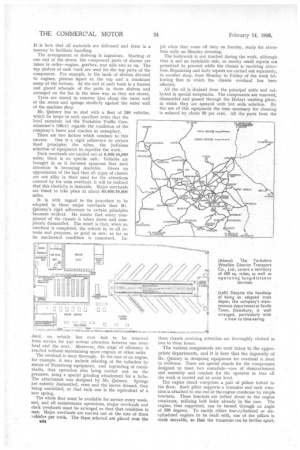
of 240 Vehicles Run by the York.shi L3oncert-pitch Maintenance of the Fleet 'Woollen District Transport Co., Ltd. IT was in 1901 that the Yorkshire Woollen District Transport Co., Ltd., was formed and it actually commenced operations in 1903. It began as a tramways company, but, in 1913, commenced to use motorbuses. The beginning of 1934 saw the last tram discarded and the whole system operated by buses. The company now runs 56 local services over an area of approximately 400 sq. miles, extending from Keighley to Ilkley in the north, to Huddersfield and Horbury in the south, from Keighley and Rishworth in the west, and to Wakefield and Leeds in the east.
The company, in conjunction with other concerns, also operates regular long-distance services to London, Newcastle, the Midlands, and the coasts of Lancashire, Yorkshire and North Wales. During the summer a consider'able business is done in excursions and tours.
It says much for the ability of Mr. D. E. Bell, A.M.I.E.E., M.Inst.T., general manager, that, notwithstanding the geographical and industrial difficulties of the district, the organization in general and in detail is outstanding in efficiency.
Maintenance and repair of the fleet are in the charge of Mr. W. S. Quinsey, the engineer to the company. The vehicles are housed in three principal garages, one at Savile Town, Dewsbury, where also is located the main repair and maintenance depot, one at Heckmondwike and -a third on the road from Heckmondwike to Cleekheaton. There are also some vehicles located in an outlying depot to serve a distant area, Each garage is self-Contained as regards the general care of the fleet. In it running repairs are effected, and the checking and inflation of tyres carried out. All other maintenance and repair work is carried out at Savile Town.
In making his plans, Mr. Quinsey has one big advantage and suffers from a considerable disadvantage. The advantage is that, with the exception of one or two Dennis machines, the fleet is of one make; all the vehicles are Leylands. Mr. Quinsey has utilized the benefits of standardization to the full in effecting economies in maintenance. The disadvantage is that the building adapted as a maintenance depot was designed, in the first place, for trams. Its width is rather less than what would have been the case had it originally been laid out as a motorbus repair depot.
The arrangement of the pits is after a fashion which is now regarded as being the nearest approach to the ideal. The pits are open-ended and connect with a longitudinal gangway, the, floor level of which is the same as the bottom of the pits. Along the gangway are benches and both the gangway and the pits are An unusual feature is the herringbone arrangement of the pits, which was necessitated by there being insufficient room for them to be laid out at right angles to the main gangways. There are two gangways with a dividing wall between them. The entrance for vehicles is, as shown on the right of the plan, by two wide openings, closed by folding doors. Dock overhauls are carried out along the gangway towards the top of the plan, and general overhauls on the other.
Engine, aide and gearbox repairs are carried out separately by men especially trained to deal with those coMponents. An overhead Morris crane of 30-cwt. capacity runs for practically the full length of this department. It suffices for the conveyance of components to and from the chassis overhaul and for handling the heavier parts.
Reference should be made to the arrangement of the stores, this having been the subject of much consideration in the first place. Its -design is unusual, in that the general custom is to place the stores in one corner, or right up against the end of the building. This position, in Mr. Quinsey's opinion, has the disadvantage of materially increasing the distance which workmen have to travel between the stores and the job. By arranging the stores as shown in the plan, the service hatches, one to each main department of the shop, are brought well towards the middle and are thus easy of access from all parts.
The arrangement of the stores is well worthy of study. These is a loading ramp accessible from the exterior of thebuilding, as shown at the extreme left of the plan.
It is here that all materials are delivered and there is a runway to facilitate handling.
The arrangement of shelving is ingenious. Starting at one end of the stores, the component parts of chassis are taken in order—engine, gearbox, rear axle and so on. The top shelves of each bank are used for the top parts of the component. For example, in the bank of shelves devoted to engines, pistons figure at the top anda crankcase sump at the bottom. At the end of each bank is a framed and glazed scheaule of the parts in those shelves and arranged on the list in the same way as they are stored.
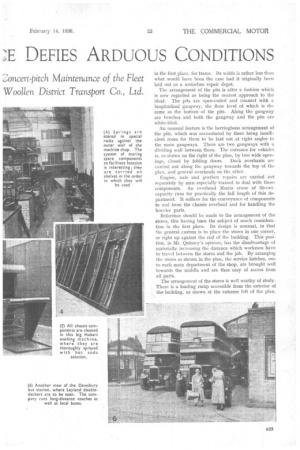
Tyres are stored in exterior bins along the outer wall of the stores and springs similarly against the outer wall of the machine shop.
Mr. Quinsey has to deal with a fleet of 240 vehicles, which he keeps in such excellent order that the local examiner (of the Yorkshire Traffic Commissioner's Office) regards the condition of the company's buses and coaches as exemplary.
There are two factors which conduce to this success. One is a rigid adherence to certain fixed principles: the other, the judicious selection of equipment to expedite the work.
Dock overhauls are carried out at 6,000-10,000 miles; there is no specific rule, Vehicles are brought in as it becomes apparent that such attention is becoming desirable. Given an appreciation of the fact that all types of chassis are not alike in their need for the attentions covered by the term overhaul, it will be realized that this elasticity is desirable. Major overhauls are timed to take place at about 60,000-70,000 miles.
It is with regard to the procedure to be adopted in these major overhauls that Mr. quinsey's rigid adherence to certain principles becomes evident. He insists that every component of the chassis is taken down and completely dismantled. The result is that, when an overhaul is completed, the vehicle is, to all intents and purposes, as good as new, so far as its mechanical condition is concerned. In
deed, no vehicle has ever had to be removed from service for any serious attention between one overhaul and the next. Moreover, this stage of efficiency is reached without maintaining spare engines or other units. The overhaul is most thorough. In the case of an engine, for example, it may include reboring of the cylinders by means of Stormizing equipment, and regrinding of crankshafts, that operation also being carried out on the premises, using a special grinding attachment for a lathe. The attachment was designed by Mr. Quinsey. Springs are entirely dismantled, reset and the leaves dressed, then being assembled, so that each one is the equivalent of a new spring.
The whole fleet must be available for service every weekend, and all maintenance operations, major overhauls and dock overhauls must be arranged so that that condition is met. Major overhauls are carried out at the rate of three vehicles per week. The three selected are placed over the
B34 pit when they come off duty on Sunday, ready for attention early on Monday morning.
The bodywork is not touched during the work, although that is not an inviolable rule, as sundry small repairs are permitted to proceed while the chassis is receiving attention. Repainting and body repairs are carried out separately, in another shop, from Monday to Friday of the week following that in which the chassis overhaul has been effected.
All the oil is drained from the principal units and collected in special receptacles. The components are removed, dismantled and passed through the Hobart washing plant. in which they are sprayed with hot soda solution. By the use of this equipment the time necessary for cleaning is reduced by about 80 per cent. All the parts from the three chassis receiving attention, arc thoroughly cleaned in two to three hours.
'
The various components are next taken to the appropriate departments, and it is here that the ingenuity of Mr. Quinsey in designing equipment for overhaul is most in evidence. There are special stands for the components designed to meet two essentials—ease of dismantlement and assembly and comfort for the operator in that all the work is carried out at waist level.
The engine stand comprises a pair of pillars bolted to the floor. Each pillar supports a trunnion and each trunnion is attached to one end of the engine crankcase by simple brackets. These brackets are bolted direct to the engine crankcase, utilizing bolt holes already in the case. The engine, thus supported, can be turned through an angle of 300 degrees. To enable either four-cylinderecl or sixcylindered engines to be dealt with, one of the pillars is made movable, so that the trunnions can be farther apart.
Following the success of the engine stand, one for the gearbox was designed. This is even simpler than that for the engine. It comprises a single pillar to the top of which is -welded a vertical flat plate, which takes the place of the cover on the side of the Leyland gearbox. The box is bolted to the plate and, as there is a hole in the latter of the same size as the aperture in the gearbox, all the gears and axle shafts are fully accessible.
Stands equally ingenious and quite as useful were then designed to support rear and front axles. Chains with quick-locking devices are used to secure the axles in place on their respective stands. Those for rear axles are quickly adjustable, somewhat after the manner of the adjustment provided on the engine stand, so that components with central or offset pots can be accommodated with equal facility. Usually, stands for axles and gearboxes.. are arranged in pairs, with a low 'bench between them, upon which the parts can be laid out, thus leaving the workman's own vice-equipped bench fairly clear.
Overhauls of radiators and springs are carried out in separate departments, as also are those of electrical equipment. . At the moment, the pumps for testing oilTengine injectors are installed in the electrical repairs department. It is, however, intended shortly to. make separate provision for this work, and to supplement the equipment available by the addition of apparatus for testing and regulating oil
engine fuel pumps. • • There is a small machine shop equipped with three lathes, a small grinding machine, a universal milling machine, three drilling machines, a buffing machine. Stormizing plant and a tool grinder. The machinery is operated from electrically driven line shafting, but utilizing two electric motors instead of one. .
Big Economy in Spare Parts. . •
The detail organization proVides-.forthe repair of Worn' parts by processes of welding and so on. In thia Way, a steady flow of work is assured fin the machine shop, whilst a considerable economy is effected in the ontla.Y. on spare parts.
As regards tyres, there are two points worthy of 'nOte. Tyre inflation is by means of extra-high-pressure air Carried in bottles. Mr. Quinsey has himself designed special:apparatus for re-grooving worn tyres, which he finds Well worth while. There is a compressor and a supply of air bottles at each principal garage:
Reference was made earlier to the provision for retaining oil collected from engine cases. All this oil is cOnveyed to the Heckmondwike garage, where there is a special centrifugal machine, by means of which the lubricant is thoroughly cleansed arid rendered fit for use again. Reclaimed oil is utilized for day-to-day replenishment .of engine cases, new oil being used only when sumps aro emptied.