



























































































Behind the Scenes in
Page 45
Page 46
Page 47
Page 48

If you've noticed an error in this article please click here to report it so we can fix it.
THE PRODUCTION OF NICKEL AND MONEL METAL
To the Automobile Engineer, Nickel, Pure or Alloyed with Other Elements, is of Considerable Value, whilst Monel Metal is a Technically Controlled Nickel-copper Alloy with Attractive Properties
ACONSIDERABLE proportion of the nickel and nickelbase alloys employed in this country is supplied to the consumer, or to the manufacturer of the product in which it may be incorporated, by Henry Wiggin and Co., Ltd., Thames House, Millbank, London, S.W.1. This concern's main works are at Wiggin Street, Birmingham; it also has establishments at Glasgow, Manchester and Sheffield.
The raw material is imported from Canada, from the mines of the International Nickel Co., of Canada, the Monet Metal arriving in a refined state and the nickel being treated in the refineries of the Mond Nickel Co., Ltd., at Clydach, South Wales_ The nickel is largely consumed in the pure state for nickelplating, and, although chromium-plating in the car and commercial-vehicle manufacturing industries may have superseded nickel-plating as a finish, a deposit of nickel is generally used as a base to receive the final covering of chromium.
Nickel is also a constituent of numerous alloys and is contained in the high-quality steels indispensable to vehicle makers, whilst in countless other industries pure nickel, ant alloys of which considerable portions consist of this metal, are employed. Many household articles are composed of nickel-silver, and the nickel-chrome alloys are used to a large extent in the electricartrades.
On the automobile, nickel-chrome resistances are found in cut-out coils, half-charge devices and possibly headlamp dimmers, whilst the material of which many sparking-plug electrodes are composed (known as N575 alloy) contains a big percentage of nickel, as do certain contact-breaker points.
Cupro-nickel, one of the nickel-copper alloys, has been found to serve as an excellent alloy from which to make gaskets and jointing. It is supplied, for this purpose, in the form of a corrugated sheet, cut to the required Shape, and the metal is soft enough to conform, when subjected to pressure, to surface irregularities without the corrugations being pressed out. This application is new, having been put forward only a few months • ago, and we understand that marked success has been encountered in this direction, the cupro-nickel joint having endured where copper-andasbestos gaskets had failed. The Corrugated Packing and Sheet Metal Co., Gateshead-on-Tyne, produces this type of jointing.
Containing 68 per cent. of nickel and 28 per cent, of copper with traces of certain other elements, Monet Metal is the alloy to which, perhaps, the greatest interest attaches. Remarkable to relate, it is found in a natural state, that is to say, as an ore containing the proportions of nickel and copper stated above, simply needing to be refined before employment. Non-corrosive, tough, tolerably hard and able to resist considerable heat, it may, for the sake of affording a rough idea of its nature, be compared with the more recently introduced stainless steels.
In the construction of chassis, Monel Metal is admirably suited for bolts, screws, split pins, etc., which are exposed to corrosive conditions, but require easy-removal. For example, silencer fixings under the influence of heat and mud usually become, after a period of use, immovable, but when the parts are of Monel Metal this does not occur.
Another successful application of the alloy, we understand, is for valve-seat inserts, whilst as a material for water-pump spindles it seems to be ideal. We understand that, in circumstances where the presence of highly inflammable vapours necessitates the utmost precaution against fire, Monel Metal spanners are used because they will not spark if they slip, as might a steel spanner.
Its employment in other fields of industry are manifold— for ship propeller shafts, turbine blades, piping, valves,
pumps and, as wire, for filters of widely varying mesh. A conception of the range of its application is afforded by the fact that the output of Monel Metal from the Birmingham works of Henry Wiggin and Co., Ltd., for the present year is expected to exceed 1,000 tons.
Monel Metal can be cast, forged, rolled, extruded and drawn. It has an ultimate tensile strength when hot-rolled and .softened of 94-38 tons per sq. in., whilst when coldrolled and hardened the corresponding figure may be as
Et32
much as 45. Of about the same weight as stainless steel (8.1 sp. gr.) it is more malleable, more ductile and easier to machine, and to weld.
The accompanying illustrations are reproduced from photographs taken in the Birmingham works. They give an excellent impression of the type of machinery that plays -a part in producing sheets, strips, rods, wire, etc., of Monel Metal and other nickel-base alloys.
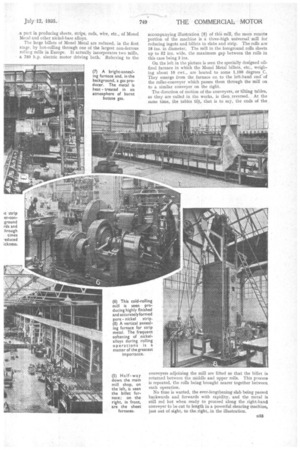
The large billets of Monel Metal are reduced, in the first stage, by hot-rolling through one of tht largest non-ferrous rolling mills in Europe. It actually incorporates two mills, a 750 h.p. electric motor driving both. Referring to the accompanying illustration (5) of this mill, the more remOte portion of the machine is a three-high universal mill for reducing ingots and. billets to slabs and strip. The rolls are 18 ins, in diameter. The mill in the foreground rolls sheets up to 62 ins, wide, the maximum gap between the rolls in this case being 3 ins.
On the left in the picture is seen the specially designed oilfired furnace in which the Monel Metal billets, etc., weigh. ing about 10 cwt., are heated to some 1,100 degrees C. They emerge from the furnace on to the left-hand end' of the roller-conveyer which passes them through the mill on to a similar conveyer on the right.
The direction of motion of the conveyers, or tilting tables, as they. are called in the works, is then reversed. At the same time, the tables tilt, that is to say, the ends of the conveyers adjoining the mill are lifted so that the billet is returned between the middle and upper rolls. This process is repeated, the rolls being brought nearer together between each operation.
No time is wasted, the ever-lengthening slab being passed backwards and forwards with rapidity, and the metal is still red hot when ready to proceed along the right-hand conveyer to be cut to length in a powerful shearing machine, just out of sight, to the.right,.in the illustration. In the mill in the foreground, strips are rolled down to sheets, Prior to this operation the strips are reheated in a specially designed oil-fired furnace.
Another of the accompanying illustrations shows a bar of Monel Metal in process of being converted to rod for the manufacture of wire, for which there is a considerable demand for filter gauzes, etc., used where resistance to corrosion is essential. By similar processes nickel-chromium wire and tape are produced for electrical resistances, furnace elements and so forth.
The first operation, in making some of the grades of wire, is the forging of a liar from an ingot. The bar is then reheated and passed through two rolling mills which reduce it to a length of " wire rod."
During this operation the rod goes through each mill several times and, so soon as it has gained, by reduction in
diameter, sufficient flexibility, the leading end is caught in a pair Of tongs by one of the operatives and inserted in the next mill, thus saving both time and loss of heat: In the latter connection it is noteworthy that the actual rolling process i_mparts heat to the metal; the rod can be seen going into the mill a dull red and coming out quite a "bright cherry."
After rolling, the rod is drawn through a series of dies, each of which reduces its diameter by a small percentage. This operation is performed cold, the metal being lubricated with special lime or grease, or both, and the dies being water cooled. The larger dies are of steel or " Widia " and the small ones diamond. The hole has a conical mouth which merges to a length of parallel bore through which the wire is drawn. All edges are, of course, carefully radiused and the bores highly polished.
One department is almost wholly occupied with the polishing of diamond dies, which is done by spinning a needle, carrying diamond dust, in the die while the latter is rotated in the opposite direction.
The delicate nature of the work of making fine wires may be appreciated when it is realized that a grade of wire is made having a diameter of 0.0015 in. and that the final reduction is 0.00002 in.
There is a number of ingenious wire-drawing machines. When thick material is treated the wire may be drawn straight through a series of dies placed approximately in line, but this scheme is not practicable for lighter-gaugewire. In the majority of machines a separate drum draws the wire from each die, suitable gearing ensuring that the speeds of the drums are appropriately increased in sequence,
B34 synchronizing devices being.incorporated to allow for variations in the rate at which the wire lengthens.
Extruding, which differs fundamentally from drawing, in that the metal is pushed through a die, is done at the 'company's works near blasgow, where tubes and special sections are produced.
For cold-rolling nickel-silver, cupro-nickel and Monel Metal, annealing is of great importance. Each rolling operation will afford a reduction of about 30 per cent:, and several annealings may be required before the ultimate size is obtained. One type of equipment for the purpose, in the works under consideration, is of outstanding interest.
It a continuous bright-annealing furnace. The black (due to scale on the surface) alloy billets go in at one end and come out clean and bright at the other. The furnace is a product of Birmingham Electric Furnaces, Ltd., Birlec Woks, Tyburn Road, Erdington, Birmingham, and the main feature of the furnace is that the heating and coaling operations take place in an atmosphere of partially burnt butane gas.
Many features of the bright-annealing furnace are the subject of patents or patent applications, notable instances being the cracking and partially burning of butane, and the chain screens for preventing undue loss of protective gas.
The exact maintenance of the correct gas mixture is a matter of extreme nicety and importance. A divergence from the correct point an one side will cause oxidation of the metal and on the other a deposit of soot.
A highly important point in connection with rolling is the design of the rolls. For reducing-efficiency, a small diameter is desirable, but this increases their liability to spring, so a large backing roll, is sometimes employed, In certain cases the roll is barrel-shaped, being 0.004 in. greater in diameter than in the middle. Rolls are ground to an accuracy of 0.0001 in. and upon their finish depends that of the product.
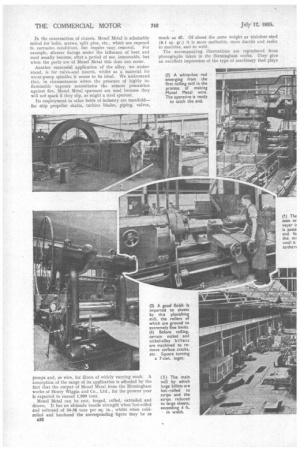
In the melting department, one can see the casting of pure and oxidized nickel billets for anodes for electro-plating. Here also nickel-chromium and other alloys are made and cast. The metal is melted in a 30-cwt. arc-type electric furnace at 1,650 to 1,630 degrees C., and poured from a ladle of 35-cwt. capacity into moulds: The billets before rolling are machined to remove surface irregularities. This is done by fettling, turning, planing or milling, the last process affording the best finish. As the billets are of square section the turning operation necessitates the use of a square-turning lathe.
Space does not permit descriptions of the numerous otner interesting operations that form part of the working of nickel-base alloys, of the many highly interesting appliances, or of the methods that have been developed during the concern's 100 years' experience of handling these metals and alloys. We have, however, attempted to describe typical examples, whilst an idea of the size of the works may be gained from the fact that in the shops alone there are 470 employees.
Our impressions of the efficiency of the works in respect of management, layout and maintenance can be summed up, by saying that this is in keeping with the high value per unit of the metals and alloys that pass through the shops.