 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 New Engine and Higher Gross Rating for Leyland 2-tonner
Page 80

Page 81
If you've noticed an error in this article please click here to report it so we can fix it.
AN IMPROVED version of the Leyland 2-ton chassis has been announced by Leyland Motors Ltd. An increased-capacity version of the Leyland 0E138 engine—the OE.160—is fitted and vacuum-assisted hydraulic brakes are now employed.
These are the only changes, the chassis being designed for nominal 2-ton loads; but the gross weight rating has been increased from 4 tons to 4-5 tons, although there is only negligible increase in kerb weight. With the change the model designation is made "Leyland 90" for the U.K market; overseas the previous name of "Leyland 2-tonner is retained. There are no dimensional ,changes, and th model continues to be available with leftor right-ham driving controls and in a standard wheelbase of 9 ft. 4 in and an optional 11 ft. 3 in.
Produced by Standard
The 0E160 engine is to be. produced by the Standar• Motor Co. Ltd., Coventry. It is derived from the company' 0E.138 unit, which will he retained in the Leyland 20 1-to van, and, whereas the 0E.138 engine is a 2,6-litre uni developing 54 b.,h.p. net at 3,000 r.p.m., the 0E.160 has capacity of 2-61 litres and produces 60 b.h.p. net a the same speed. Compared with this improvement in outpu of _about 11 per cent, maximum net torque has bee increased by some 17 per cent from 105 lb. ft. at 1,750 r.p.rr to 123 lb. ft. at 1,700 r.p.m.
The higher capacity of the 0E.160 has been °Maine by increasing the bore from 3.3125 in. to 3.455 in. and th stroke from 4 in. to 4-25 in., which represents an increas in the stroke-bore ratio froTn 1-21 to 1, to 1-23 to I. Th larger bore has been made by reducing the thickness of th liners and the increased stroke by extending the cranl throw. The diameter of the main-bearing journals has bee increased from 2-75 in. to 3 in. and their widths has bee reduced from 1.5 in. to 1-41 in. whilst crankpin diameter of 2-3125 in. and width of 1-0625 in. are unchanged.
Cylinder centre distances of the high-duty cast-iron cylinder block are unchanged and the block is basically similar to that of the 0E.138. The liners are of the renewable press-fit centrifugally cast type.
Statically and dynamically balanced by integral balance weights, the crankshaft is a manganese molybdenum steel forging, the fillets of No. 3 main journal and of No. 4 crankpin being roll-finished to combat fatigue stressing. Steel backed lead indium bronze is employed for both the main and connecting-rod bearings, the end thrust being taken by the rear main. The camshaft is driven at the front by a Duplex roller chain and the injection-pump is driven from the camshaft by a pair of helical gears. Cam stressing has been reduced by modifying the cam profiles, which has enabled the valve-spring loads to be appreciably reduced.
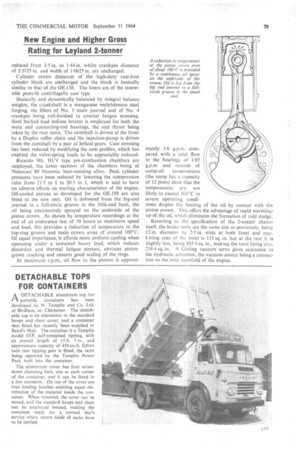
Ricardo Mk. III/V type pre-combustion chambers are employed, the lower sections of the chambers being of Nitnocast 80 Nimonic heat-resisting alloy. Peak cylinder pressures have been reduced by lowering the compression ratio from 21-5 to 1 to 20.5 to 1, which is said •to have no adverse effects on starting characteristics of the engine. OH-cooled pistons as developed for the OE.158 are also fitted to the new unit. Oil is delivered from the big-end journal to a full-circle groove in the little-end bush, the oil being continuously sprayed on the underside of the piston crown. As shown by temperature recordings at the end of an endurance test of 50 hours at maximum speed and load, this provides a reduction of temperature in the top-ring groove and main crown areas of around 100°C. Of equal importance, it affords more uniform cooling when operating under a sustained heavy load, which reduces distortion and thermal fatigue stresses, obviates pistonciown cracking and ensures good sealing of the rings.
At maximum r.p.m., oil flow to the pistons is approxi
mately 1-6 g.p.m. compared with a total flow to the bearings of 1-85 g.p.rin. and records of sump-oil temperatures (the sump has a capacity of 12 pints) show that the temperatures are not likely to exceed 100°C in severe operating conditions despite the heating of the oil by contact with the piston crown. This offers the advantage of rapid warmingup of the oil, which eliminates the formation of cold sludge.
• Reverting to the specification of the 2-tonner chassis itself, the brake units are the same size as previously, being 12 in, diameter by 2.5 in. wide at both front and rear. Lining area of the front is 115 sq. in. but at the Tear it is slightly less, being 103-4 sq. in., making the total lining area 218-4 sq. in. A Girling vacuum servo gives assistance to the hydraulic actuation, the vacuum source being a connection to the inlet manifold of the engine.