 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 Benchwise: lathe sense (38)
Page 65
If you've noticed an error in this article please click here to report it so we can fix it.
THE LATHE can save the day if a replacement rubber or PVC bush or mounting is needed when a new part cannot be obtained without delay. What it calls for on the operator's part is a change of technique. Given this, a replacement as neat and tidy as a works-made item can be made quickly.
In the main this work consists of boring or cutting at two diameters, i.e. the outer and inner diameters of a bush whether parallel or shouldered: more sophisticated forms of bushes may have heavy flanges or other shapes but the basic problem is always to cut out the centre and outer dimensions truly parallel, and for either a slip or interference fit.
Non–conventional
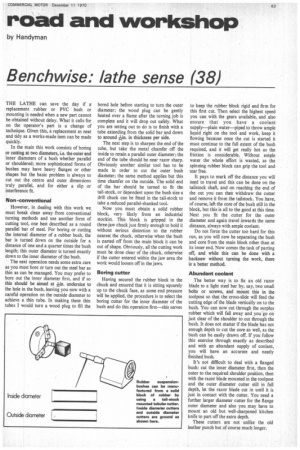
However, in dealing with this work we must break clean away from conventional turning methods and use another form of cutting tool, one best described as a round parallel bar of steel. For boring or cutting the internal diameter of a rubber bush, the bar is turned down on the outside for a distance of one and a quarter times the bush length; this outer diameter is turned exactly down to the inner diameter of the bush.
The next operation needs some extra care as you must bore or turn out the steel bar as thin as can be managed. You may prefer to bore out the inner diameter first, and if so this should be aimed at kin. undersize to the hole in the bush, leaving you now with a careful operation on the outside diameter to achieve a thin tube. In making these thin tubes I would turn a wood plug to fill the bored hole before starting to turn the outer diameter; the wood plug can be gently heated over a flame after the turning job is complete and it will drop out safely. What you are setting out to do is to finish with a tube extending from the solid bar and down to around bin. in thickness per side.
The next step is to sharpen the end of the tube, but take the metal chamfer off the inside to retain a parallel outer diameter; the end of the tube should be near razor sharp. Obviously another similar tool has to be made in order to cut the outer bush diameter; the same method applies but this time chamfer on the outside. The solid end of the bar should be turned to fit the tail-stock, or dependent upon the bush size a drill chuck can be fitted in the tail-stock to take a reduced parallel-shanked tool.
Now you must obtain a solid rubber block, very likely from an industrial stockist. This block is gripped in the three-jaw chuck just firmly enough to hold it without serious distortion to the rubber nearest the chuck, otherwise when the bush is parted off from the main block it can be Out of shape. Obviously, all the cutting work must be done clear of the chuck, otherwise if the cutter entered within the jaw area the work would loosen off in the jaws.
Boring cutter Having secured the rubber block in the chuck and ensured that it is sitting squarely up to the chuck face, as some end pressure will be applied, the procedure is to select the boring cutter for the inner diameter of the bush and do this operation first—this serves to keep the rubber block rigid and firm for this first cut. Then select the highest speed you can with the gears available, and also ensure that you have a coolant supply—plain water—piped to throw ample liquid right on the tool and work, keep it flowing because once the cut is started it must continue to the full extent of the bush required, and it will get really hot as the friction is considerable. Without ample water the whole effort is wasted, as the spinning rubber block can grip the tool and tear free.
It pays to mark off the distance you will need to travel and this can be done on the tailstock shaft, and on reaching the end of the cut you can then withdraw the cutter and remove it from the tailstock. You have, of course, left the core of the bush still in the block, but this is all to the good at this time. Next you fit the cutter for the outer diameter and again travel inwards the same distance, always with ample coolant.
Do not force the cutter too hard for this run, as you will now be separating the bush and core from the main block other than at its inner end. Now comes the task of parting off, and while this can be done with a hacksaw without turning the work, there is a better method.
Abundant coolant The better way is to fix an old razor blade to a light steel bar by, say, two small bolts or screws, and mount this in the toolpost so that the cross-slide will feed the cutting edge of the blade vertically on to the bush. You can now cut through the surplus rubber which will fall away and you go on just clear of the shoulder to cut through the bush. It does not matter if the blade has not enough depth to cut the core as well, as the bush can be easily drawn off. If you follow this exercise through exactly as described and with an abundant supply of coolant, you will have an accurate and neatly finished bush.
It's not difficult to deal with a flanged bush: cut the inner diameter first, then the outer to the required shoulder position, then with the razor blade mounted in the toolpost and the outer diameter cutter still in full depth, let the razor blade cut in until it is just in contact with the cutter. You need a further larger diameter cutter for the flange outer diameter and also you may have to mount an old but well-sharpened kitchen knife to part off the extra depth.
These cutters are not unlike the old leather punch but of course much longer.