



















British Works Revisited. No. 2.
Page 6

Page 7
If you've noticed an error in this article please click here to report it so we can fix it.
The Albion Motor Car Co.' s Factory at Scotstoun (Glasgow).
We outlined, in our first issue for the current year, the growth and extension of the Albion Motor Car Co., Ltd., of Seotstoun, and announced the opening, by that company, of London offices and showrooms at 21-22, Upper Rathbone Place, Oxford Street, W. We now give a few particulars of that company's works, which may justly be described as eontaining an organization and productive plant seeond to norm among British motormanufacturing concerns of equal, or even superior capacity for output. The covered area exceeds 120,000 sq. ft. ; the buildings are of substantial construction, and are laid out in a most.. admirable manner, with a view to the attainment of a high state of manufacturing efficiency.
It is not now possible to manufacture any kind of machinery, on an interchangeable basis, if the works in which the manufacturing operations are conducted be laid mit, in the oldfashioned way, with obsolete tools, even if the men employed be experts in the manipulation of these tools. In order to secure the strict interchange of parts, the most up-to-date tools and methods must be employed, and nothing must be left to the judgment of individual workmen. So far as the actual production of the separate parts of a machine is concerned, automatic machines, jigs, special fixtures and limit gauges must replace the workman's opinion or judgment. So far as concerns the management and general policy of a factory, however, nothing can replace the personal element, and here, both in respect of management and productive plant, the Albion Co. is particularly fortunate; its operations are inspired and controlled by four most-capable managing directors, each of whom concentrates on a selected department, or branch of work, whilst, in each of those departments the best arrangements for efficiency have been made. From the
moment of its inception, in the drawing office, to its acceptance, as a finished part, in the stores, each detail passes through the various stages of production with a minimum of handling.
The machine shop contains many excellent examples of modern practice: amongst the vertical boring and turning mills, whieli are employed chiefly for the machining of gear-wheel blanks and other heavy work, a battery of Billiards occupies a prominent positMn. The milling department is especially well fitted, for the purpose of dealing with the Albion Co.'s requirements. Automatic and semi-automatic machines are there in abundance—the best productions of both English and American builders. Then, again, in the capstan and turret-lathe department, our representative noted that the latest practice is represented, and. that some highly-ingenious jigs and_ fixtures are employed.
Among the special machines, a. couple of crankshaft lathes, by Messrs_ Dean Smith and Grace, are well worthy of separate mention. Before being passed on to either of those lathes tor the turning of its crankpins, and journals, the forged slab of steel, from which a crankshaft is fashioned, is submitted to the following operations: it is turned to a diameter equal to the size of the crankshaft over the ends of webs; the flat sides of the forging are milled to the required dimension; and the throws are roughed out on a milling machine or shaper. The roughly-shaped crankshaft is then " set up " in the tunnel-shaped extension of the lathe headstock, so that the first of its journals projects beyond the chuck ; after that portion has been turned to the " grinding size," the forging is set over, and partly withdrawn from the chuck, sufficiently to permit of the turning of the -first " throw," By this method of machining, the maximum amount of overhang of the shaft, from the chuck to the lathe tool, never exceeds the width of a main hearing. Overhanging of the shaft may be entirely avoided, if it be mounted between centres, but, with the overhung method of tooling, as adopted by the Albion people, heavier cuts may be taken, and with less chance of springing the shaft. Power for the driving of all the machines is derived from a producer-gas plant.
There is, under every machine, a shallow-sided zinc tray, into which surplus oil, etc., drips from the machines and work, instead of its being allowed to fell on to the floor. The paving of the shops. it may be added, is much superior to that found in most works; it consists of five courses, or layers, of material :a 6-in, bed of broken bricks, at the bottom; above that, 3 in. of cement; then a damp-course consisting of a half-inch layer of asphalt ; next, 2-in, pine planks are arranged; and the final covering consists of mapleboards f in. in thickness, laid at right angles to the pine planks. The resulting floor does not strike cold to the feet of the workmen. All the shops are heated by hot. air, which is drawn through a heating chamber and then blown into the shops, entering at various points, through galvanized pipes.
Passing through the engine-erecting department, the fitting shop, the erecting shop, and the finishing department, carefully scrutinizing everything en route, our representative's already-formed high appreciation of the company's capacity and organization was fully maintained, as, everywhere, there was evidence of care and judgment in the selection of tools and materials—and workmen.
In all factories where much repetition work is performed, and where large numbers of special tools and jigs form part of the outfit, the tool room is a most-important department. In order that the tools may be maintained in an efficient state, and be responsible for the accuracy of the work done by them, they must be ground, sized, and kept in good order by highly-skilled workmen, who, in turn, should be controlled and " adjusted " by an expert tool designer ;
at whatever cost. the tools must be kept in good trim, or accuratelymachined details cannot he produced by automatic means. The Albion tool
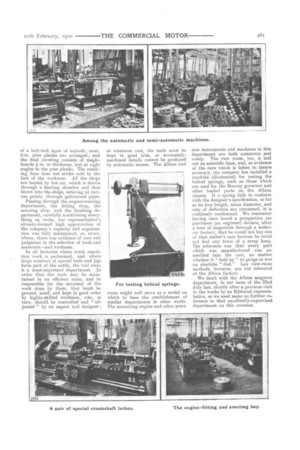
room might well serve as a model on which to base the establishment of similar departments in other works. The measuring engine and other preci
sion instruments and machines in this department are both numerous and costly. The view room, too, is laid out on scientific lines, and, as evidence of the care which is taken to insure accuracy, the company has installed a machine (illustrated) for testing the helical springs, such as those which are used for the Murray governor and other loaded parts on the Albion chassis. If a. spring fails to conform with the designer's specification, so far as its free length, mean diameter, and rate of deflection are concerned, it is ruthlessly condemned. We remember having once heard a prospective car purchaser (an engineer) declare, after a tour of inspection through a motorcar factory; that he would not buy one of that maker's cars because he could not find any trace of a scrap heap. The inference was that every part which was manufactured was assembled into the ears, no matter whether it " held up " to gauge or was an absolute "dud." Lax view-room methods, however, are not tolerated at the Albion factory. We dealt with the Albion magneto department, in our issue of the 22nd July last, shortly after a previous visit in the works by an Editorial representative, so we need make no further reference to that excellently-supervised department on this occasion.