























Cylinder and Piston Castings.
Page 6
Page 7

If you've noticed an error in this article please click here to report it so we can fix it.
From a Tyneside Foundry which has been Specially Laid Out for Motor Castings.
As a result of our own experience, as well as that of our many friends in connection with the design of motor cylinders, we are aware of the difficulty that is not infrequently experienced in obtaining .first-class cylinder and piston castings of the right material. The modern internal-combustion engine has made calls of considerable moment on the most skilled of foundrymen as well as of pattern-makers. Intricate moulding and coring are features of the casting of cylinders which are designed en bloc. There is little to play with in the Matter of thickness of metal walls, and the whole of the workmanship has to be of the highest grade and of exceptional accuracy, in order to produce .a modern high-grade cylinder casting.
We were recently discussing the question of the production of this class of work with a prominent official of the London General Omnibus Co., and, in the course of conversation, we inquired what was the name of the makers who were producing the excellent cylinder castings used on the many hundreds of B-type chassis which the L.G.O.C. factory at Walthamstow has already turned. out. The name given to us on that occasion was that of Henry Watson and Sons, whose works are at High Bridge, Walker Gate, Newcastle-on-Tyne. We find that these makers are supplying the whole of the cylinders and pistons which are being used by the L.G.O.C,, and we are told by Messrs. Henry Watson and Sons themselves that the engineers of the premier London omnibus company are exceptionally careful in regard to the inspection and the acceptance of only the highest grade of material and workmanship for their deliveries. We know that, full well. Over and above the necessity for care in patternmaking and moulding, which is due to the more or less intricate nature of cylinder castings, manufacturers of chassis who know their business make very drastic stipulations with regard to the hardness, the wearing qualities, and the strength of the metal which shall be used. We have lately had. under consideration this branch of component manufacture, and in order more fully to illustrate the remarks set down
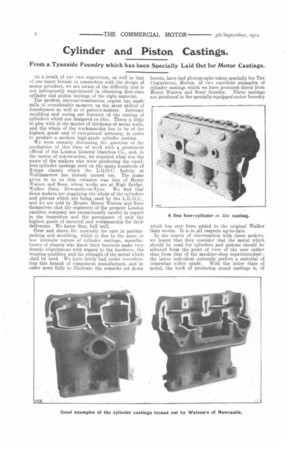
herein, have had photographs taken specially for THE COMMERCIAL MOTOR, of two excellent examples of cylinder castings which we have procured direct from Henry Watson and Sons' foundry. These castings are produced in the specially-equipped motor foundry
which has now been added to the original Walker Gate works. It is in all respects up-to-date. In the course of conversation with these makers, we learnt that they consider that the metal which should be used for cylinders and pistons should be selected from the point of view of the user rather than from that of the machine-shop superintendent ; the latter individual naturally prefers a material of somewhat softer grade. With the latter class of metal, the work of producing sound castings is, of course, considerably simplified, but it is obvious that the rapid wear, which as a rule ensues, negatives the more certain production of sound castings. Mr. Charles Morehead, who is at the head of Watson's, Walker Gate motor-castings foundry, has made a. speciality of methods which ensure the almost absolute accuracy of the passage areas and metal thicknesses in cylinder castings. This is procured by a careful and somewhat elaborate system of checking. As a matter of fact, these makers are now in the position of being able to guarantee that the cylinders shall be precisely in accordance with the designs from wIJich they are ordered. This is of course, an advantage of no mean value to the designer, who has in the past frequently had to make very considerable allowance for possible errors in this respect.
The example of four-cylinder ea bloc casting, which we are enabled to illustrate, is a product which compares more than favourably with similar pieces of work of foreign origin. At one time, of course, French, Belgian and German founders produced much better work of this kind than it was possible to obtain from English works, but from careful inquiry and after examination of drawings and of the actual castings which have been produced from them, we are now confident in recommending—not only to maim facturers of chassis but to the increasing body of repairers and all those who are responsible for maintenance—the products of Henry Watson and Sons, who assure us, in response to our special inquiry, that their experts will welcome opportunities to advise those who are having trouble with cracked cylinders or with those in which the metal is not giving the results which it should be expected to.
On the previous page, our readers will have examined, at the foot thereof, a photograph which has been secured of two castings, which we have had specially prepared in order to show the remarkable quality of workmanship which is secured in the Walker Gate foundries. These particular castings, which have been sectionally exposed by cutting, are first examples from new patterns ; these have been chosen in order to demonstrate the accuracy of workmanship. Our own experience teaches us that, frequently in the case of such intricate work as this, considerable adjustments have to be made after the first castings have been secured, in order to correct slight differences in metal thicknesses owing to lack of alignment of cores. In these two examples, which we have carefully examined, there appears to have been no need for correction of this kind—in itself striking testimony for the foundry in question.