 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 159
159 160
160 161
161 162
162 163
163 164
164 165
165 166
166 167
167 168
168 169
169 170
170 171
171 172
172 ROAD AND WORKSHOP by Handyman
Page 58
If you've noticed an error in this article please click here to report it so we can fix it.
Arc Welding Hints—Positional Welding "Vertical-up"
L'OR quick and easy repairs on the I vehicle, it is necessary to master the art of positional welding. The easier approach to this is to start with " verticalup" and stay on this method until it is perfected. First of all, it is important to check the electrodes, and select the one indicated by the maker to be suitable for vertical application. As a rule, the electrode will not be heavier than 8 s.w.g., although quite a number of experienced welders use 6 s.w.g. It will be found in practice that the amperage can be lowered slightly and a shorter arc used.
Also in vertical welding, vertical-up
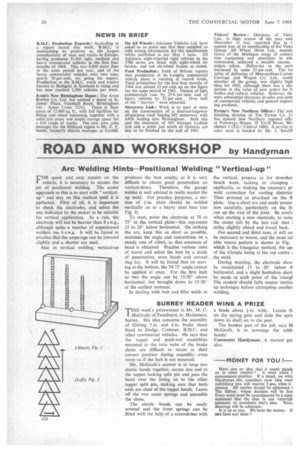
produces the best results, as it is very difficult to obtain good penetration on vertical-down. Therefore, the garage welder is well advised to really master the up weld. For practice purposes, a section of I-in, plate should be welded vertically on to a heavy steel base (see Fig. 1).
To start, point the electrode at 70 to 750 to the vertical plate—this represents 15 to 20° below horizontal. On striking the arc, keep this as short as possible, maintain the angle and concentrate on a steady rate of climb, so that evenness of bead is obtained. Practise various rates of travel and select the best by a study of penetration, even beads and correct slag lay. it will be found that on starting at the bottom, the 70-75° angle cannot be applied at once. For the first inch or two the angle can be 15-20° above horizontal, but brought down to 15-20° at the earliest moment.
In dealing with butt and fillet welds in
the vertical, prepare as for downhar bench work, tacking or clamping applicable, or making. the necessary pr weld correction for cooling distortio Then proceed as practised on the ft plate. Use a short arc and study penetr lion carefully, particularly on the fir run up the root of the joint. Be careft when starting a new electrode, to rem the crater left by the last rod: that strike slightly ahead and travel back.
For second and third runs, it will no be necessary to weave, and the most sui able weave pattern is shown in Fig. which is the triangular method, the apt of the triangle being at the top centre the weld.
During weaving, the electrode thou be maintained 15 to 20° below ti horizontal, and a slight hesitation shou be made at each point of the triangl The student should fully master vertica up technique before attempting overheE welding.