























Drivers &Mechanics
Page 22

Page 23
If you've noticed an error in this article please click here to report it so we can fix it.
TEN SHILLINGS WEEKLY is paid for the best communication received, and one penny a line of ten words for anything else published, with an allowance for photographs.
Send us an account of any sPecial incident of your work or experience. If suitable, we will edit your notes, supply a sketch when required, and pay you for everything published. Mention your employer's name, in confidence, as evidence of good faith. Address to The Editor, THE COMMERCIAL MOTOR, Rosebery Avenue, London, It* .C.
Light Up Your Lamps At
8.18 on Thursday ; 8.20 on Friday ; 8.22 on Saturday ; 8.25 on Monday ; 8.27 on Tuesday ; 8.28 on Wednesday.
Securing the Radiator Filler-caps.
111811 " A. FI. H. " (Cardiff) writes :—" On sonic commercial vehicles, when the front tires wear down, considerable vibration is set up in the front part of the machine. This has a tendency to shake loose anything that may not be thoroughly locked in position. Owing to this happening, I have several times lost the radiator cap on the vehicle which I drive. This does not matter so much in the day-time, as it is at once noticed and can be picked up, but at night it is quite likely that the loss will not be discoverixeuntil it is too late to return for the cap. Whilst chatting with other drivers, I have learnt that quite a number experience the same inconvenience. "1 enclose a sketch [We have had this redrawn.— ED.] and description of a method of curing the trouble which I have applied to the radiator cap of my vehicle, which happens to be one of the type which is screwed inside the radiator filler.
"I first screwed the cap tightly into position, and by the use of a brace, drilled a in. hole right through one side of the radiator cap and filler. After unscrewing the cap, I countersunk the hole from the inside of it. I then obtained the top from a small greaser of the screw-down type and into this fitted a light spring. " Placing a ,1 in. steel ball in the greaser top so that it pressed on the spring, I soldered the top over the hole inside the radiator cap. When replacing the latter, in screwing it up the ball is pressed back into the grease cup until it comes down as far as the hole in the radiator socket, when it springs into position and effectively locks the cap.
"The arrangement has been working satisfactorily for some little time, and it is quite easy to unscrew E2
the cap by giving it a sharp twist to begin with, so that. the ball is loosened from its seat and pushed back against the spring. Owing to the tension of the spring not being great, no harm is done to the threads of the socket."
A Drilling Kink.
[1485] " G.M.J." (Norwood) writes :—" Drilling is one of the most common operations required in the repair of cemmercial motors, and some notes on a method by which the drilling of holes can be more accurately done may be of interest. " Very often the drill will begin cutting a short distance away from the spot where the hole is required, and if care be taken, providing the edge o2 the drill does not reach the surface of the piece being drilled, the point can be ` drawn ' back.
"To do this it is only necessary to make a deep eentre-pop at the side of the depression already Cu;, and in the direction to which it is required to ' draw '
the point. A very slight cut after this will show whether the drill iS following properly, and if it is not doing so, a further centre-pop may put the matter right. Once the edge of the drill gets below the surface, however, 'drawing' is impossible."
A Jig for Sending Petrol and Oil Pipes.
[1486] " A.R. H." (Cardiff) writes :—" It often happens, when a new chassis comes down from the works, that a new petrol or oil pipe has to be fitted to suit special requirements, and as I usually get this job, I made a special jig on which I bend the pipe. "I enclose a sketch [We have had this redrawn.— En.] which shows the tool in use. It consists of a piece of hard wood 3 ins. square and about 8 ins, long, one end of which I turned down, for a length of 5 ins., to 21 ins. diameter. "on the 21 in. portion I cut a deep thread N in. in width. For this purpose I useds a round-nosed tool of the same radius as the outside of the pipe.
"To use the device, I fix the square end of the wood m the vice, then I take the petrol pipe, which has previously been annealedby 'heating and pilingiag it a tale hot into cold water, and fill up the portion I wish to bend with resin. I then lay the part of the pipe where the bend is required in the first part of the thread, holding it down with one hand and with the other winding it round the necessary number of turns and finishing with the ends just opposite each other. After this I unscrew the pipe nod melt the resin out of it.
"It will be found, by the use of this little device, that bends ean be put in pipes without any trace of kinking, and much more rapidly than with many Or men es which I have seen adopted."
Making a Float out of a Cocoa Tin.
The sender o/ the followinti communication has been.
awarded the 10s. prize this week.
[14S7J " R.T." (Bedford Hill) writes: --" Probably no one has more frequent opportunities for proving the old adage of ' Necessity is the mother of invention ' than the practical motor-mechanic. a statement which may perhaps be supported by the following account of a temporary repair which I carried out a short time ago.
" One of the apprentices at our garage was endeavouring to hasten the operation of emptying a petrol-logged float by slightly warmiug it over the flame of a blow-pipe. Being somewhat out in his calculations as to the flash point of the spirit —if he eN er thought about it --an explosion oil-lured, by Nvhich the float was damaged beyond repair. Unfortunately, no spare of the required size was available, and rather than delay the van while a float was being obtained from the makers, I rigged up a temporary -contrivance, which is illustrated in the enclosed sketch We have had this redrawn.-ED.]
"The carburetter was taken down, and the inlet-valve and balance-weights were removed. A cocoafin was then selected, and, after being cut down to the required height, was pierced through each end to receive a piece of stout wire, which was soldered in position with about 2 ins, projecting from each end. All the seams of the tin Ivere then carefully soldered up to prevent leakage. To the lower end of the wire a cone valve-head was fitted, but not fixed permanently in pasition, and the underside of the screwed boss of the float-chamber was reamered out to the same taper as the valve head.
"Owing to the alterations in the arrangement of the float-chamber, it now became impossible to screw on the petrol pipe, and the adapter shown in the sketch had then to be made and screwed on. The next step was to adjust the petrol level to the correct height, which was done by sliding the cone of the valve along
the wire until the supply to the float-chamber was shut off as required. The valve was then soldered into this position on the wire and the excess of wire cut off. The carburetter was then replaced, and worked satisfactorily until a new float was obtained."
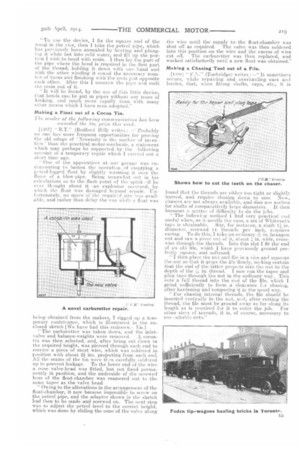
Making a Chasing Tool out of a Pile.
[1,114s] " F.Y." (Tonbridge) writes :—"It sometimes oecurs, while repairing and overhaulingears .ar0 lorries, that, when fitting shafts, caps, etc., it is
found that the threads are either too tight or slightly burred, and require chasing down to size. Now, chasers are not always available, and dies are useless for shafts of comparatively large diameters. It then becomes a matter of difficulty to do the jobs. " The following method I find very practical and useful when, as is mostly the case, a set of Whitworth
taps is obtainable. Say, for instareel a shaft il in. diameter, screwed 14 threads per inch, requires easing. To do this, I take an ordinary 1%in. hexagon nut and saw a piece out of it, about -1 in. wide, crosswise through the threads. Into this slot I fit theend of an old file, which 1 have previously ground perfectly square, and softened.
" I then place the put and file in a vice and squeeze the nut so that it grips the file firmly, making certain that. the end of the latter projects into the nut to the depth of the in. thread. I now run the taper and plug taps through the nut in the ordinary way. This cuts a full thread into the end of the file, which I grind sufficiently to form aclearance far chasing, after hardening and tempering it in the usual way. " For chasing internal threads, the file should be inserte-d vertically in the nut, arc!, after cutting the thread, the file must be ground away as far along its length as is required for it to enter the job. For other sizes of anreads, it is, of course, necessary to use ; nitable nuts."