



























































































Easy Ways with Milk, Guinnes nd Knitwear
Page 50
Page 51
Page 52

Page 55

If you've noticed an error in this article please click here to report it so we can fix it.
AROUND 3,500 gal. of milk are received daily at the new depot of Windsor and Eton Dairies Ltd., Maidenhead This is delivered in insulated semi-trailer vans from the Newbury bottling plant of the parent company, J. Good and Sons Ltd., a distance of 32 miles, for distribution by battery-electric floats to approximately 14,000 families in the arca. The bottled milk is delivered in crates twice a day and is stored overnight in a cold room, which is necessary to cater for the early-morning departure of the
distribution vehicles. .
When the depot building was being planned, consideration was given to various methods of automating the handling of crates from the road vehicle to the cold room and from the cold room to the dispatch area, including the use of pallets in conjunction with vehicle-floor rollers and a fork-lift truck, which would have been employed to remove the pallets from the rear of the van and for movements around the depot. Finally it was decided that the Cargon system (evolved by the materials handling division of Fisher and Ludlow Ltd.) offered the most advantages at the lowest cost, and the system has been in use since the depot was opened in July of last year. Eventually it will be applied to the six distribution depots of the company, including the Newbury bottling plant, and this will enable vehicle utilization to be substantially increased. The remaining depots are located at Yattendon, Overton, Wargrave and Shepherd's Bush.
Approximately 20 tons of crated milk is delivered to the Maidenhead depot in the two daily runs and the vehicles return to the bottling plant with loads of empties. Compared with manual handling of the crates, the system reduces the turn-round time of the vehicle from over 1 hr. 30 min. to 15-20 min. and affords a valuable reduction in the overall labour force required. A trained worker can lift two crates at a time and under normal working conditions daily handling operations would number 2,900, whereas Cargonizing reduces handling to 600 operations.
Two Pitt 12-ton articulated trailers are employed on the run and are hauled by Commer tractive units. The trailers are equipped with two channel-section outer tracks and three intermediate flat tracks, and the crates are loaded on special galvanized-steel pallets, fitted with small bogey wheels having sealed bearings, a vehicle load comprising
five pallets. For unloading, the trailer is reversed. into a bay section opposite the coldroom, and two underslungrollers at the rear of the van engage V-shaped steel guides which automatically adjust the height of the floor to that of the bay deck. The surface of the bay-approach run-in is " angled " to correspond with the outfit'& wheel centres to give a slight rearwards slant of the van floor, which aids unloading of the pallets. Having a length and width of approximately 5 ft. and 6 ft. 6 in. respectively, each pallet carries 80 crates, and a load of pallets in the vehicle is stabilized by positive screw-type locks, located at floor level_ Transverse chains are employed to steady each crate load individually_
Rubber pads on the van take the compressive load when the vehicle is backed into position, the deck being fitted with a full-width timber buffer. Hinged flaps at the ends of the vehicle tracks line up with similar tracks embedded in the concrete deck floor, and although alignment is critical to within 0.5 in. (with regard to both the transverse positioning of the tracks and the parallelism of the deck and floor) the drivers quickly acquired sufficient skill so locate the trailers accurately with the help of white guide lines. Empties are loaded into the vans in an adjacent section of the bay.
Full crates are normally unloaded by three men and are transferred direct to the coldroom, which is maintained at a temperature of 34-38'IF (I.1-3.3°C) and can accommodate II pallets. On the following morning the pallets are moved from the coldroom on the tracks to the dispatch area at the far end of the depot, and the crates are transferred manually to the battery-electric distribution vehicles. Normal procedure would involve transfer of the crates from the coldroom to the battery-electrics which would considerably increase the vehicle waiting time. Sixteen eketrics are employed at the depot and it has been estimated that the fleet could be increased to 24 vehicles without adding to the depot labour force by virtue of the facilities provided by the Cargon system. After the full crates have been loaded on the electrics, the pallets are moved to the second set of tracks running alongside the coldroom ready to receive the crates of empty bottles collected during the distribution runs. The tracks are in line with the dispatch section of the vehicle bay and the pallets are transferred to the van after it has been unloaded in the receiving section and backed into the adjoining section_
The Pitt trailers are equipped with Aeon rubber helper springs and Michelin X tyres, which is a valuable combination because it enables low-deflection springing to be employed (to reduce floor height) without sacrificing a relatively soft ride for the crated bottles. Specially developed for the application, the Sparshatt light-alloy body is insulated with 2 in. of expanded polystrene, which reduces maximum loss to about2-3°F (1.1-1.6°C) during a 30-mile run. The 1-in, hardwood floor is lined with lightalloy chequer-plate which is welded to the uprights to provide a moisture seal.
A total of six trailer vans of the same type is employed by the company in conjunction with the Commer tractive units for deliveries of bottled milk to the depots, the remaining four trailers being designed for the Cargon system to provide for conversion as required_ These trailers are now equipped with Burtonwood tailboard lifts to facilitate handling, pending application of the system to other depots. At Newbury the pallets remain in the vans, and the crates are loaded by hand trolley after the floor has been levelled with the aid of the trailer's hydraulic legs.
When making two runs in the day— one with a Cargonized articulated van and one with a similar van fitted with a tailboard lift—the driver handles 2,000gal. of milk without a mate, whereas the driver of a Commer 7-ton vehicle can handle only about 700 gal. It has been estimated that when the Cargon system has been applied to all depots.
the daily capacity of the driver will be increased to 3,000 gal.
Particular tribute is paid to the economy, reliability and long-wearing properties of the two-stroke power units of the Commer vehicles (a total of eight is included in the fleet) many of which have covered nearly 100,000 miles without attention, apart from routine maintenance. The fleet of battery-electrics includes four Manulectric 13-cwt. standing-driver vehicles with solid tyres and II Morrisons of up to 1-ton capacity. Maximum length of run is about eight miles and average running time is 5 hr., the number of drops varying between 300 and 500. On average each distribution vehicle handles 95 gal. of milk per day.
A number of lightweight bottles is being used experimentally to determine their average useful life in service, compared with the life of the standard type. Employing lightweight bottles exclusively would offer a payload increase of 10 per cent and an appreciable saving in first cost. They are carried in Linde easy-entry crates with the heavier bottles.
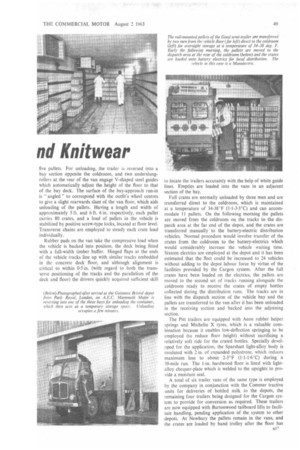
Maintaining a uniform temperature of around 57 F (13.8°C) of Guinness draught stout in casks awaiting delivery to retail customers is an all-important aspect of quality control, and this is facilitated by Arthur Guinness and Co. (Park Royal) Ltd., London, N.W.I0, by using a system of demountable insulated containers for the longdistance transport of the casks to regional depots in Bristol, Manchester and Liverpool for short-term "attemporated " storage at the depots. On the road the containers are heated in cold weather by a heater-blower unit of German origin: for storage, air at the appropriate temperature is ducted into the containersfrom a static plant which incorporates heating and refrigerating equipment, Unloading is performed at Park Royal and the Bristol store with the aid of special hydraulically operated ramps, developed by the Guinness company and built by A. C. Penman Ltd., of Dumfries, who produce the containers. The ramps also act as stands for the containers for a storage period of two to seven days, the controlled-storage facility provided by containers (and their constant floor height) being the main advantages of the system from the operator's point of view.
The ramp beams arc each mounted on two pivoted arms of triangular form that are elevated by an inclined doubleacting hydraulic ram. After the vehicle has been backed between the ramps and the container has been unlocked from the vehicle by the removal of screw-type side clamps and hooked tension rods, four retractable members incorporating heavy rollers, are moved from recesses in the body into position over the ramps, which are raised to lift the container from the vehicle floor. After the vehicle has been driven forward clear of the ramps, they are returned to the stand S' position in which the container floor is level with the deck and permits the use of a Coventry Climax fork-lift truck in the interior of the container for multiple loading of casks.
Demounting a container occupies a few minutes and this also applies to loading, for which the tension bars are hooked to the front of the body to provide positive location as it is lowered. Normally the vehicle that has been employed for delivery of a full container is immediately loaded with a second container mounted on an adjoining stand for a return trip with empty casks.
The containers have a capacity of 1 250 cu. ft. and are insulated with 2-5 in. of glass fibre. At the depots, air is blown into ducts at the front and rear of the body and is extracted from the centre, a small auxiliary duct at the front being used (in cold weather) when the vehicle is on the road. The prime movers comprise A.E.C. Mammoth Major eight-wheeled platform vehicles.
Built by Challands, Ross and Co. Ltd., Canal Street, Nottingham, and mounted on a B.M.C. 4-ton chassis, a special van body is employed by Bairnswear Ltd., of Nottingham, in conjunction with wheel-trolleys for an inter-works shuttle service for knitwear over a route of 28 miles, and it is noteworthy that casy loading of the trolleys enables the vehicle to do three trips in the day compared with one trip when manual loading was employed. The van is fitted with a detachable centre deck comprising three hinged sections and the trolleys are raised to the height of the appropriate deck by a Burtonwood double-tier hydraulic tailboard lift of 10-cwt. capacity.
Six trolleys are carried on each deck and loading time is about 30 min. A total of 36 trolleys is employed, 12 of which are normally in the vehicle at any one time and 12 at each of the works. The vehicle now leaves on its first
trip at 9.30 a.m., whereas before a manual-loading time of 2.5 hr. delayed departure until 11 a.m.
The vehicle is occasionally used to carry yarn bales, in which case the centre deck sections are hinged back.