



















































Engine Reconditioning To an Ideal
Page 28

Page 29
Page 30
If you've noticed an error in this article please click here to report it so we can fix it.
One Department of Hamilton Motors (London), Ltd., is Devoted Exclusively to the Renovation of Bedford Power Units. The Company has Developed a Notably Efficient System Which Ensures a High Standard, of Workmanship and Economic Operation •
("NAN you suggest anything more ‘,....„that we can do to make this department more efficient, or to obtain even greater ensurance that the units will give 100 per cent, good service in the hands of operators? "
That was the question put by Mr. G. S. Payne, managing director of Hamilton Motors (London), Ltd., after he had shown us his company's Bedford engine-reconditioning department.
Of course, we had an answer. So long as perfection is unobtainable there must obviously be scope for improvement, but the suggestions we were able to make were limited in number and minor in character, and certainly are not worth recording here. Nevertheless, they were recorded in Mr. Payne's notebook.
Flow System Applied to Reconditioning
" Although we have been overhauling engines in the ordinary course of our activities as motor engineers for many years," he went on, " we have in recent years put the Bedford enginereconditioning scheme on evhat may be described as a flow basis.' As you have seen, we have developed the specialist system. Every man is an expert at his own particular job and does practically nothing else. He is engaged more or less on repetition wOrk and always
has his hand in,' whilsh the taade end gear used are always ready because the jobs are practically all the same."
" In short," we interjected, " you are doing repair work on mass-production lines,"
" Repair work is rather a misleadihg term," he replied; " it seems to have acquired through long usage a more general and less thorough sense. You would be justified in regarding a repaired article as not so good as ,a new one, but our engines, after reconditioning, may be better. Also, I am
° not too keen on mass production. Because it is the means for producing goods which can be sold at a lower price than would otherwise be possible, it has almost attached to itself a stigma s2f3_ which should, of course, be entirely unjustified. People who probably do not know the true facts are liable to regard a mass-production article as of. inferior quality, whereas I claim that when the engines which we.repair reach. our customers they are, in respect of performance and durability, equal to the new engines which issue from the Vauxhall works, and that our application of mass-production methods ensures the highest possible standard of efficient workinanship, and in no way interferes with every job receiving individual attention.
" You must remember, too, that present circumstances compel us to use a proportion of semi-skilled labour. It is mass production that permits, under 4these or any other conditions for that matter, the combining of quality with economy, essential to technical and commercial success.
" For the efficient operation of our scheme, we must have a constant supply of work and we must have a floating stock of units and parts. We have been established long enough and our reputation is good enough for the former, and we have now built up the
latter. Moreover. I am not worried
about how to retain the good-will upon which the scheme depends. My concern is providing for the expansion of premises, staff and stock that is necessary as it grows."
Let us investigate the working and equipment of the department on which this rather one-sided dialogue centred. On arrival in a crate, or as part of a chassis, engines are stripped and the parts placed in a chemical degreasing tank. Then the cleaned parts are hoisted up into the reconditioning
shop, examined and distributed. In some cases parts are scrapped, and in others they have to be sent away for specialist treatment or to go to some other department of the works, but we are concerned with those that are dealt with on the spot.
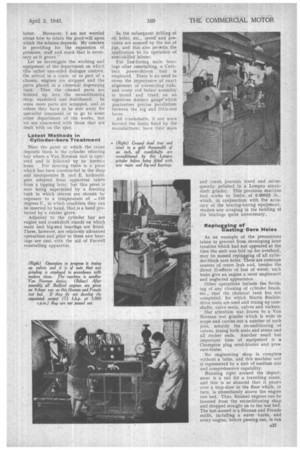
Latest Methods in Cylinder-bore Treatment Near the point at which the crane deposits them is the cylinder reboring bay where a Van Norman tool is operated and is followed by an Ammco
hone. For sleeving there is a press which has been constructed in the Shop and incorporates B. and • E. hydraulic gear adapted from apparatus taken from a tipping lorry, but this pres4 .is now being superseded by a freezing tank in which sleeves are shrunk by exposure to a temperature of —150 degrees F., in which condition they can be inserted by hand, that is a hand protected by a rubber glove.
Adjacent to the cylinder bay are engine and crankshaft stands on which • maiii and big-end bearings are fitted. These, however, are relatively advanced operations and prior to them new bearings are cast with the aid of Forwell remetalling apparatus. In the subsequent drilling of oil holes, etc., speed and precision are assured by the use of jigs, and this also permits the application to its operation of semi-skilled labour.
For line-boring main bearings after remetalling, a Cuthbert power-driven tool is employed. There is no need to stress the importance of exact alignment of connecting rods, and every rod before assembly is tested and trued on an ingenious Ammco gauge which guarantees precise parallelism between the big and little-end bores.
All crankshafts, if not worn ' beyond the limits fixed by the manufacturer, have their main
and crank journals trued and subsequently polished in a Lempco crankshaft grinder. This precision machine tool works to limits of 0.00025 in., which, in conjunction with the accuracy of the bearing-boring equipment, renders any scraping in the bedding of the bearings quite unnecessary.
Replugging of
Casting Core Holes
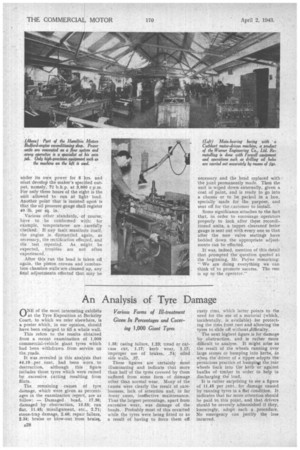
As an example of the precautions taken to prevent from developing later troubles Which had not appeared at the time the unit was laid up for overhaul, may be named replugging of all cylinder-block core holes. These are common sources of water leak and, besides the direct ill-effects of loss of water, such leaks give an engine a most unpleasant and neglected appearance. Other operations include the finishing of any cleaning of cylinder heads, etc., that the chemical tank has not completed, for which Morris flexibledrive tools are used and truing up camshafts, valve seats, valves and rockers.
Our attention was drawn to a Van Norman wet grinder which is wide in scope and carries out a number of such jobs, notably the reconditioning ot valves, truing both seats and stems and all rocker ends. Another small but important item of equipment is a Champion plug sand-blaster and pressure-tester.
No engineering shop is complete without a lathe, and this machine tool is represented by a unit of medium size and comprehensive capability.
Running right around the department is a rail for a travelling crane, and this is so situated that it passes over a trap-door in the floor which, in turn, is immediately above the engine test bed. Thus, finished engines can be lowered from the reconditioning shop and dropped straight on to the test bed. The last-named is a Heenan and Fronde outfit, including a water brake, and every engine, before passing out, is run
under its own power for 8 hrs. and Indust develop the maker's specified output, namely, 72 b.h.p. at 3,000 r.p.m. For only three hours of the eight is the unit allowed to run at light load. Another point that is insisted upon is that the oil pressure gauge shall register 40 lb. per sq. in.
Various other standards, of course, have to be conformed with; for example, temperatures are carefully checked, if any fault manifests itself, the engine is dismantled again, as necessary, the rectification effected, and the test repeated. As might be expected, troubles are not often experienced.
After this run the head is taken off again, the piston crowns and combustion chamben walls are cleaned up, any final adjustments effected that may he necessary and the head replaced with the joint permanently made. Then the unit is wiped down externally, given a coat of paint, and is ready to go into a chassis or to be packed in a box. specially made for the purpose, and sent off for the customer to install.
Some significance attaches to the fact that, in, order to encourage operators properly to look after these reconditioned units, a tappet clearance feeler gauge is sent out with every one so that after the new valve seatings have bedded down the appropriate adjust ments can be effected. .
It was, indeed, mention of this detail that prompted the question quoted at the beginning, Mr. Payne remarking: " We are doing everything we can think of to promote success. The rest is up to the operator."