 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 159
159 160
160 161
161 162
162 163
163 164
164 165
165 166
166 167
167 168
168 169
169 170
170 171
171 172
172 173
173 174
174 175
175 176
176 177
177 178
178 179
179 180
180 Repairing and Servicing
Page 112
Page 113

If you've noticed an error in this article please click here to report it so we can fix it.
Light Commercial Vehicles
MOST operators naturally desire to be as independent as possible of outside aid for the maintenance of their vehicles. It does not pay, however, to be overambitious in this respect and really satisfactory results can only be displayed if the question of what work should be put out, and what work Should be home-executed,has been prudently decided with regard to the circumstances govern ing each particular case.
It does not always seem to be sufficiently appreciated , ..
that space, plant, and machinery, of which only occasional use is made, represent waste just as surely as idle labour. Accordingly, one often finds commercial-transport repair shops over-equipped with machines which are scarcely ever at work. Such establishments, in their way, are nearly as senseless as those depressing places where a few sets cf spanners and a decrepit garage jack are supposed to keep cars running year in and year out.
As a matter of fact, the actual machine work necessary for the repair and reconditioning of motor vehicles is not great. The majority of it is much better placed out with some well-equipped engineering shop possessing a full range of machines and equipment, and the highly specialized labour necessary for obtaining rapid arid satisfactory
results from 'their use Milling machines, shapers, heavy drills, grinders, welding appliances, cylinder-honing devices, and so forth, are out of place in all but the largest transport repair shops and, with a fleet of 30 to 40 vehicles, all the power-driven machinery that is necessary is a thoroughly good lathe and a sensitive drill. These will effectively deal with most machining that it pays, either in money or time, to handle internally.
The Essential Equipment is Inexpensive.
The absolutely essential and important equipment for servicing and repairing light lorries and vans is not costly, but there must be adequate. and well-lighted bench accommodation, with plenty of vices, according to the size of the fleet, a good foot-worked grinder, a brazing forge, an engine test bench a couple of pits, or more, with hoisting tackle, and, of course, an absolutely first-class outfit of small tools, screwing tackle, special tools and jigs.
In regard to the engine test bench, this is quite easily knocked up out of old chassis framing or steel joisting, and, with a well-fitted Prony brake, a reliable tachometer and a fuel-consumption recorder, it will do all that is required of it. A test bench and brake will quickly pay for themselves, even with a very small fleet, and, of course, where intensve service is expected from anything like 20 vehicles or so—necessitating replacement engines always being in readiness—it would be out of the question to employ the time-wasting barbarous method of fitting rep4G
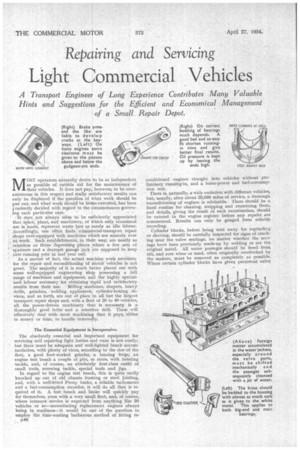
conditioned engines straight into vehicles without preliminary runniiig-in, and a horse-power and fuel-consumption test. There is, naturally, a wide variation with different vehicles, but, usually, after about 25,000 miles of service, a thorough reconditioning of engines is advisable. There should be a fixed routine for cleaning, stripping and examining them, and details, giving the result of each examination, should be entered in the engine register before any repairs are commenced. Results can only be gauged from reliable recording. Cylinder blocks, before ,being sent, away for regrindieg or sleeving, should be carefully inspected for signs of cracking near the valve seatings, no matter whether the seatings have been previously made-up by welding or are the original metal. All water passages should be freed from silt, and core wires or sand, often originally overlooked by the makers, must be removed as completely as possible. Where certain cylinder blocks have given persistent valve
trouble, it is sometimes found, on scrapp4ig and sec tionizing them, that cooling around the valves has been abso-. lutely non-existent lay reason of the core sand never having been properly removed from the adja9ent water spaces.
Worn valve guides should always be replaced before repairing the bores, and, as in grinding 'tlse latter there is always the chance of skimming through on to a porous sand patch or blow, holes, blocks should always be waterpressure tested after regrinding and before being passed out for assembly. If there be any break 'through then, of course, the faulty bores must be sleeved Attention after Machining Operations.
Cylinder blocks cast integral with the base chamber, however clean they may appear to be when they come back from the grinders, must always be thoroughly recleansed throughout, as it is usual to find in some pocket, or corner, or oil conduit, an appreciable quantity of grinder's swarf that has escaped notice. If given clear and explicit instructions, the majority of concerns catering for cylinder-reconditioning work will Conform reasonably closely to one's requirements, but new pistons and rings supplied with a regrind job should never be assembled without verification of every clearance.
Experience alone will teach what these should be in regard to individual types of engine. In some cylinder blocks the bores will expand less along the longitudinal axis than the transverse axis, so that seizing of the pistons takes place in a fore-and-aft direction and not on the thrust surface, as happens through lack of lubrication or a normal over-tightness of fit. This, of courst, must be compensated for by extra clearance on the pistons above and below the conventional deep cut-away in the vicinity of the gudgeon-pin bosses.
Once satisfactory clearances are established, they should be rigidly adhered to and all tOlerances should be in the direction of allowing an Over-free fit rather than an over-tight one.
Crankshafts that are found to be in fair condition can he hand-dressed on the journals, but they are much better sent out for grinding on a proper machine, provided that special notice has been given to the grinders to watch what they do with the radii on the journals. Nothing makes for crankshaft breakages like too small a radius, Or none at ail at the juncture of the pins with the webs. The job of preserving decent radii with a really worn shaft is not easy, but if shown the best that can be done to siiit requirements the grinders will work to effect it.
Drop-forged crankshafts of mass-production vehicles sometimes betray-a tendency to fail after a certain accomplished mileage due to localization of stress at some particular point. They are much better replaced by a specially made article than by another shaft of the original make. Three or four pounds extra is not much to pay for a really reliable shaft of the extended-web balanced type, which will usually afford absolute immunity from breakage and, incidentally reduce stresses on the main bearings and Vastly prolong their life.
Whilst the remetalling of engine hearings is not a diffi
cult job, it does, nevertheless, call for exceptional care and cleanliness if dependence is to be placed on the metal properly adhering to its brass shell. Concerns specializing in remetalling and making hearings are able to quote so reasonably for reliable work, that the best method of dealing with this item is pa purchase a few sets of spare... main and big-end bearings for a start and then to keep up stock by remetalling the sound old brass shells and replacing those that show signs of cracking, or wear on the outsides.
These faults are usually traceable to poor original fit tings of the shells in their housings, and rectification must be raade as found necessary. Stock brasses should always be oversize as to length,. in order that a proper lateral fit can be made when they are being used for reground cranks shafts.
T-ie actual bedding-in of the bearings is most satisfactoffy aid economically performed by employing at each bearing-fitting bench one specialist fitter, With a boy to offez-up 4,nd take the markings. Over-tight fitting should be avoided likethe plague. Experience with really easyturning 'ishite-metal bearings, put up with a well-spotted two thirds bearing surface, ample side-relief and oil Channels not Out too deep into the lining, will show satisfactory results, and will quickly dissipate the fallacy that any advantage accrues from grip fitting, with the abortive waste of time consequent upon having to deal with engines with their moving parts up like a solid block.
Mass-production enginessare often put up stiff h-hen new, but that is another story. In commercial maintenance 'there is no necessity to incur the waste of time, drawbacks, and risks, incidental to harsh fitting. This method enta.ls p#ilonged running-in at one's own expense, while torb red white metal automatically acquires a running fit ( or liquefies in the attempt.
W th forced lubrication, high-spot sealing rings at the ends of the bearings are advisable, to mitigate excessive bleec ing and consequent loss of pressure with hot oil. With any type of lubrication it is essential that, before engines' are closed up, an oil-pressure test should be applied to verity that all bearings are being fed and that all jets are spraying properly.
The Case for Cast-iron Pistons.
In regard to pistons, there seems no material to touch castson for commercial work. There is no doubt that their employment can reduce maintenance cost very considerably.. Cylinder-bore wear is an important and controversial subject, and comparative tests, that are to be of any value, can be made only if the compared articles be tried out index identical conditions.
This c*pletes the matter of engine maintenance. Next week the lauthor will conclude the article by dealing with the b-ansrhission system and generally reviewing the question of repair shop management and vehicle inspection.