



























































































ASPECTS OF PNEUMA] C.TYRE MANUFACTURE
Page 46
Page 47

Page 48
If you've noticed an error in this article please click here to report it so we can fix it.
T. HE modern pneumatic tyre for commercial vehicles is an extraordinarily efficient product which gives so little trouble, despite frequent overloading and other abuses, that it seldom receives the praise which it merits. Here we have an intricate
construction of cotton, rubber and many chemicals, to which, ultimately, every stress imposed upon the vehicle is transmitted. It takes the torque, braking and load, whilst, to a large extent, insulating the vehicle from road inequalities. It has to traverse every type of surface, often withstand abrasion from kerbs, resist puncture and bruising, and give a normal life, which is often estimated in tens of thousands of miles. Yet, each tyre has to be constructed individually. It cannot be machine-made in the generally accepted sense of the term; it is built by human skill and effort, although, naturally, machines enter very considerably into the production of the materials from Which it is a.sembled.
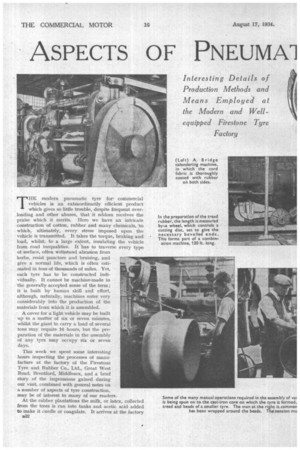
A cover for a light vehicle may be built up in a matter of six or seven minutes, whilst the giant to carry a load of several tons may require 16 hours, but the preparation of the materials in the assembly of any tyre may occupy six or seven days.
This week we spent some interesting hours inspecting the processes of manufacture at the factory of the Firestone Tyre and Rubber Co., Ltd., Great West Road, Brentiord, Middlesex, and a brief story of the impressions gained during our visit, combined with general notes on a number of aspects of tyre construction, may be of interest to many of our readers: At the rubber plantations the milk, or latex, collected from the trees is run into tanks and acetic acid added to make it curdle or coagulate. It arrives at the factory B22 in chests similar to those used for tea, and is stored in huge rooms heated to 100 degrees F., because rubber freezes at normal temperature, and it must be kept plastic.
After being cat up in a type of guillotine it is mixed in what is known as the compounding room to a formula made up by the chemists in the fashion of a doctor's prescription, one of the most important ingredients being carbon black, obtained by tapping natural gases in the oil wells of Mexico and Texas ; the gas flares on to long bars from which the accumulated soot is brushed off. This material constitutes a universal binding medium enabling the rubber to absorb chemicals, and giving other properties, including toughness.
Extreme accuracy must' he 'employed. For the actual mixing a Bridge Banburymixing machine is employed. This is automatically controlled and discharges its contents into a skip which takes the compound to an 84-in, mill with rolls 2 ft in diameter driven by a 500 h.p. motor. There may be 200 or more different chemicals in the compound, but the last to be added is sulphur, because this accelerates vulcanization, which must not occur too soon, bamples from each batch of compound go to thelaboratory to undergo tests tor the proportion of constituents, and at this point we will leave the rubber compound to consider other aspects of marmiacture.
The fabric body of a tyre is built up from weftless cord fabric, the cords being lightly held together by fine strands. Five threads are wound" into a ply, and three plies are twisted into a cord with 150 turns to the inch. This is manufactured in Lancashire cotton mills to Firestone specification. After thoroughly drying, the fabric is immersed in auge tanks of dissolved rubber of treacly consistency and saturated with this. It then passes over radiators and the solvent is dried out, the recovery being the highest of that of any industrial plant in the country, 90-95 per cent, being saved. The process of gum dipping increases the strength of the cord by 36 per cent, and gives the tyre a lively fabric body.
Each side of the fabric receives a layer of rubber in a calendering machine. Then it passes to a cutting machine in which a blaan is pressed against one side of the fabric. and a cutter on a travelling carriage flies across the other side, cutting through one layer of rubber and fabric and leaving the other layer of rubber intact, so that the long piece is held together for convenience in assembling.
Preparing Rubbered-wire Ribbon for Beads.
The beads of a tyre consiet of many turns of coppered high-tensile steel wire (incidentally, in a 6-in. tyre the bead is formed of 60 turns of wire) wrapped in fabric, but before wrapping the wire passes through an elaborate machine in which four, six or eight strands at a time are heated, and then passed through a chamber in which rubber is extruded between and around the strands. It then passes through water to cool it and check the chemical action and over tension wheels to draw it taut.
A remarkable machine, presenting a Heath Robinson atmosphere, draws simultaneously upon five different materials, in order to enable the operator to build up the side walls of the casing. All the materials are of different thicknesses and widths, but must be supplied at the same tension so that there is no internal stressing.
Returning to the rubber compound, that to be used for treads goes to a warming and feeding mill, thence to a forcing machine which extrudes it through a die of the correct size and in a continuous strip for the particular tread required. The size is imprinted upon it at correct intervals ; it then passes through a trough of water between two compressed-air • blowers and on to the belt conveyer which indicates the weight per foot, a red light showing if the tread be too heavy and a white light if it be too light.
What is known as the cushion stock, to which we will refer later, is then added and is automatically brushed smooth, the strip afterwards passing under a roller consisting of thin plates which give an even pressure and adjust themselves to the contour of the tread.
Next the strip passes under a measuring Wheel. jt turns on the tread and stops the conveyer when the right length is passed, a cutting wheel set at an angle dividing the rubber so that the ends are suitable for joining up while assembling.
It is interesting to mention that the total length of the machines comprising this series of operations is 120 ft.
G45 HEATERS FOR BARE BEAD WiRES
How the Stresses are Distributed.
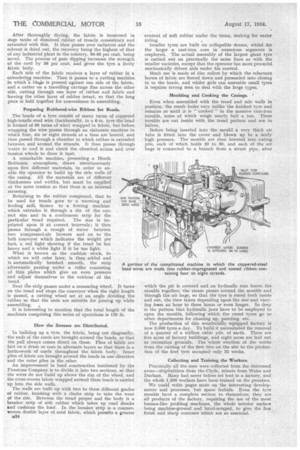
• In building up a tyre, the fabric", being cut diagonally, the ends of the cords are brought around the beads, so that the pull always comes direct on these. Plies of fabric are laid on a drum or core in alternate layers so that there is a latticework of cards :throughout the fabric body. Inner plies of fabric are brought around the beads in one direction and the outer plies in the other.
An improvement in bead construction instituted by the Firestone Company is to divide it into two sections, so that the wires do not build up above the rim of the wheel, and the cross-woven fabric wrapped around these beads is carried up into the side walls.
The walls are built up with two to three different grades of rubber, finishing with a chafer strip to take the wear of the rim. Between the tread proper and the body is a breaker strip of soft rubber which takes up road shocks and cushions the. load. In the breaker strip is a coarserwoven double layer of cord fabric, which permits a greater
)334
content of soft rubber under the treaa, making for easier riding.
Smaller tyres are built on collapsible drums, whilst -for the larger a cast-iron core in numerous segments is employed. The actual assembly of the largest giant tyre is carried out on practically the same lines as with the smaller varieties, except that the operator has more powerful mechanically driven aids under his control.
Much use is made of disc rollers by which the reluctant layers of fabric are forced down and persuaded into closing in to the beads, and whilst girls can assemble small tyres it requires strong men to deal with the large types.
Moulding and Cooking the Casings.
Even when assembled with the tread and side walls in position, the result looks very unlike the finished tyre and remains so until it is " cooked " in the massive east-iron moulds, some of which weigh nearly half a ton. These moulds are cut inside with the tread pattern and are in halves..
Before being inserted into the mould a very thick air tube is fitted into the cover and blown up to a fairly high pressure. The moulds are then lowered into curing pits, each of which holds 20 to 30, and each of the air bags is connected to a branch from a steam pipe, after which the pit is covered and an hydraulic ram forces the niouIds together; the steam passes around the moulds and through the air bags, so that the tyre is cured both inside and out, the time taken depending upon the size-and varying from an hour to three hours or even longer. So deep is the pattern that hydraulic jaws have to be employed to open the moulds, following which the cured tyres go to other departments for cleaning up, painting, etc.
The production of this wonderfully equipped factory is now 3,000 tyres a day. To build it necessitated the removal of a quarter of a million cubic yds. of earth, There are five acres of factory buildings, and eight acres are laid out as recreation grounds. The whole erection of the works from the cutting of the first tree on the site to the production of the first tyre occupied only 22 weeks.
Collecting and Training the Workers.
Practically all the men were collected from the distressed areas—shipbuilders from the Clyde, miners from Wales and Durham. Many had never before set foot in a factory, and the whole 1,300 workers have been trained on the premises.
We could write pages more on the interesting developments and processes, but space forbids. Even the tyre moulds have a complete section to themselves; they are all products of the factory, requiring the use of the most human-like profiling machines, the whole interior surface being machine-ground and hand-scraped, to give the fine . finish and sharp contours which are so essential.