





























HOW CYLINDER BORES ARE CHECKED.
Page 12
If you've noticed an error in this article please click here to report it so we can fix it.
A New Instrument Which Tells, in a Moment, if an Engine Cylinder Requires to be Reground. •
ANEW instrument for detecting irregularities in cylinder bores and for checking accuracy in-boring ha,s been shown to us by the agents for Great Britaire—Irwin and Jones, Ltd., of London House, New London Street, London E.C. 3. It should be of interest to :Ill who are concerned with manufacturing, maintenance or overhaul of engines. It is simple to use, gives a clear reading, and at the same time a definite indication of the position in the bore of any irregularity discovered; arid it is free from the troubles 'or disadvantages attaching to other forms of gauge.
It is claimed that neither the standard rod gange#nor the gauge plug can give the same accuracy, nor show so clearly the actual points of contact, along the surface of the bore.
Standard rods, even when properly hardened and tempered, will wear quickly. owing to the small contact. surface, and it, is found that the mere heat of the hand causes them to expand and to lead to errors. If the diameter of the bore is not large enough to allow the passage of the hand, the far end of the cylinder bore cannot, be gauged. Plugs are not satisfactory because they may be readily blocked or jammed in a cylinder, and the indicationslack accuracy because the real points of contact along their surface are not determined.
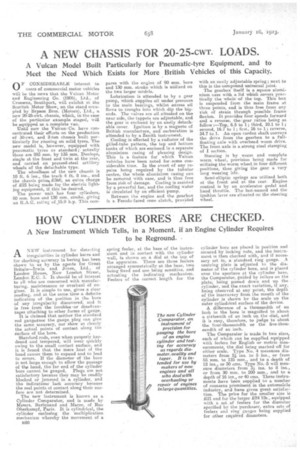
The new instrument is known as a Cylinder Comparator, and is made by Messrs. Bariquand and Marre, of Rue Oberkampf, Paris. It is cylindrical, the cylinder enclosing the multiplication mechanism whereby the movement of a 1126
spring feeler, at the base of the instrement and in contact with the cylinder wall, is shown on a dial at the top of the apparatus. There are three. feelers arranged symmetrically at the base, twe being fixed and one being sensitive, and actuating the indicating mechanism. Feelers of the correct length for the cylinder bore are placed in position and secured by locking nuts, arid the insterment is then checked with, and if necessary set in, a. standard ring gauge. A centring plate is adjusted to the diemeter of the cylinder bore, and is placed over the aperture at the cylinder base, the Comparator, guided by rollers on the plate, being passed down and up the cylinder, and the exact variation if any., being observed at any point, the depth of the inaccuracy from the mouth of the cylinder is shown by the scale on the outer cylindrical surface of the device.
A difference of a thousandth of an inch in the bore is magnified to about a sixteenth of an inch on the dial, and it is easy, therefore, to judge to about the four-thousandth or the five-thousandth of an inch.
The Comparator is made in two sizes, each of which can be supplied equipped with feelers for English or metric measurements, the dial being marked off for either scale.. Type No. 4 measures diameters from 24 ins. to 5 Ills, Or from 55, mm. to 125 ram. and to a depth of 12 ins., or 30 ems. Type No.-5 will measure diameters from 31 ins. to 8 ins., or from 90 mm. to 200 mm., and to a depth of 16 ins., or 40 ems. These instruments have been supplied to a number of concerns prominent in the automobile industry, and have given great satisfac.tion. The price for the smaller size is £21 and for the laeger 224 10e, equipped with a set of feelers for the diameter specified by the purchaser, extra sets of feelers and ring gauges being supplied -for other required diameters.