







































































































Higher standards a
Page 42
Page 43
Page 44

Page 47

If you've noticed an error in this article please click here to report it so we can fix it.
cower cost
NEXT Wednesday a new step will have been taken in integration of production and distribution to the benefit of the consumer. Bacon produced and loaded under ideal conditions in Danish factories will have made the sea crossing from Esbjerg to Grimsby in refrigerated semi-trailers. Then, coupled to UKbased tractive units, the trailers will be ready for immediate delivery to wholesalers in central Britain.
Throughout the journey by land, sea and again by land, the bacon will be untouched by hand and maintained at a temperature that will ensure it stays in prime condition.
The story of the long-term planning of this new venture reveals an exemplary exercise in anticipating demand for an even higher standard of service in bacon distribution. All technical advances in distribution methods and equipment were evaluated, a decision made and the chosen system set up.
Because production and distribution is so closely integrated in this scheme a quick look at bacon production methods in Denmark provides a useful background. Because Danish exports are centralized it has been possible to control the bacon factories and to help them with research which has been an important factor in ensuring first-class pigs. Control is exercised at all stages in bacon production by several veterinary officers in each factory and all transport from these factories to the Danish ports is likewise controlled. As a result one never sees bacon on an open lorry in Denmark. Only insulated transport is permitted. Approved ships, in which it is possible to maintain the same temperature throughout the voyage, are used. This is particularly important as variations in temperature spoil the keeping quality of bacon.
But having done all this the Danish Bacon Board realized that there were still weak links in the chain of distribution. Although in 1960 special arrangements were made with Hay's Wharf in London regarding refrigeration of Danish bacon in London, similar arrangements at other ports were not a practical proposition. So the board decided that the only way to improve transport facilities was to use refrigerated containers.
Experiments began more than three years ago and it was found that this form of transport presented big advantages to all parties. Because bacon was no longer handled several times en route it reached its destination in the best possible condition with an absolutely clean surface. The transport cost was lower and there was no bending—important with bacon because the more it is bent the more likely it is to be damaged.
An experimental presentation of containers to the UK trade was well received and the big decision was taken, to begin exporting 2,000 tons of bacon a week from Denmark to the UK in refrigerated containers from early 1967, involving a total cost of approximately £10m. This entailed setting up a completely new distribution system consisting of special roll-oniroll-off ships, quay facilities in both Denmark and Grimsby, 400 semi-trailers with refrigerated van bodies and 70 tractive units.
As with many other commodities, and particularly food products, maintaining quality and freshness and limiting weight loss of bacon in transit are key factors in presentation and profitability vital to wholesaler and retailer.
Because the containers and fittings are purpose-built, the bacon they carry is handled more efficiently with less labour. And loss from pilferage during transit is reduced. The racks are pre-cleaned and sterilized in Denmark.
As an example of the detailed planning of this project, stock control and weight checks can be carried out more efficiently because a unit system in multiples of 20 sides of bacon can be applied simply and speedily when checking the contents of a container.
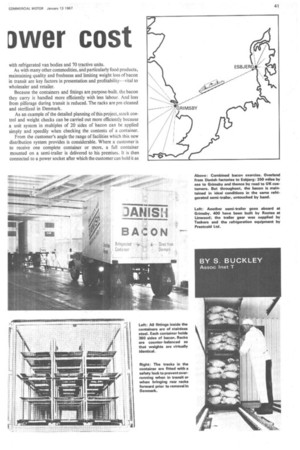
From the customer's angle the range of facilities which this new distribution system provides is considerable. Where a customer is to receive one complete container or more, a full container mounted on a semi-trailer is delivered to his premises. It is then connected to a power socket after which the customer can hold it as
a mobile, fully automatic refrigerator until such time as he requires it to be collected.
An alternative method is for the container to be delivered and for the loaded racks to be placed in the customer's own refrigerator after which the container returns empty. At the next delivery full racks are again unloaded and the empty racks reloaded into the container for return the same day. Or a customer may take delivery only of as many racks as he requires.
Each container holds 360 sides of bacon with a single rack unit holding 20 sides. Racks are inserted in pairs one above the other in each of three sections with three pairs to a section.
The racks are stainless steel and counterbalanced so that each rack is of virtually identical weight; the exactness of the counterbalance is within plus or minus 200 gr. per complete rack of two shelves.
All the fittings inside the container are stainless steel while the nylon floor rollers are provided with dowel fitting to allow for cleaning. The tracks are also fitted with a safety lock to prevent over-running when in transit or when bringing rear racks forward prior to removal in Denmark. A watertight lamp is fitted to the container ceiling.
Cleaning of the containers and their equipment is obviously important. Fully automatic and specialized cleaning facilities have been set up at the container station in Esbjerg where all cleaning will be carried out.
To facilitate recording and documentation all containers are numbered and each rack has its own permanent number stamped on the main upright. A plastic tally hangs near this number giving the net weight in pounds of the bacon on that particular rack. The weight specification of a complete container is set out in a form drawn up for the purpose. This records name of factory, container number, date shipped, name of vessel, port of loading, port of discharge, for account, agent, consignee in UK, and the specification showing the rack content in both number of sides and weight.
Rack removal by forklift is designed to provide maximum safety and single rack removal only (20 sides) is advised when the maximum weight of bacon complete with single rack is 13 cwt. For lower rack entry the height from ground level is 4 ft. 91 ins.; for top rack entry it is 8 ft. 114 ins.
The roller tracks inside the containers have stops at the innermost end of the track to absorb the full pressure and impact of the racks, while spacing pieces between each rack maintain fixed rack positions and transfer rack pressures to the stops. Clamping locks and trip locks give further security.
Temperature control of the bacon throughout the journey from Denmark to UK is regulated by thermostat and these are checked and adjusted at the container centre at Esbjerg. The temperature setting is marked at the side of the thermostat when the container
leaves Esbjerg. A temperature dial gives the highest existing temperature inside the container. The lowest temperature can be 3 deg. C. below that figure. This dial thermometer gives a correct reading when the doors of the container have been closed and the fan has been running for 15 minutes after the container has been connected to the electrical supply point.
Refrigeration is automatic despite the variation in working voltages which can apply as between Denmark and the special container ships as compared with the United Kingdom. Defrosting is also fully automatic taking place every four hours for a maximum of 22 minutes. To facilitate connection to varying power supplies each container is equipped with approximately 60 ft. of power cable on a self-winding drum.
In addition to electrical protection against overloading, an alarm bell rings if any engine protection device begins to function. There are three reset buttons to stop the alarm bell. As it will not be known immediately which protection device is operating the alarm, it may be necessary to press each in turn until one of them resets the safety device.
Indicative of the detailed planning of this whole project, all concerned are given detailed dimensions, weights and turning circle (49 ft.) of the articulated outfit so that access to delivery points can be ensured.
As with the refrigerated containers, the two roll-on/roll-off ships have been designed specially for this project and the first of these, m.v. Somerset, was launched in October 1966 and is scheduled to make its first official trip between Denmark and the UK next week. It is of completely new construction with a net tonnage of 2,100 and a speed of 18 knots.
This vessel can carry 113 refrigerated trucks on two large trailer decks. Approximately 1,200 tons of bacon can be carried on each trip and, with the new quick discharge and loading facilities in conjunction with two large aft ports and ramp constructions at the Esbjerg and Grimsby terminals, the vessel can be turned around within four to five hours. Because of the tidal difference at Grimsby a double ramp has been built. On the top trailer-deck a large hatchway has been built in aft through which conventional loading and unloading can be carried out.
Included in this £10m. project has been the formation of a transport company in the UK, Anglo-Danish Food Transport Ltd., which was registered early last year with a share capital of £75,000. On the board -are Mr. K. Skouby, UK representative of the Danish Bacon Board, two other Danish members, and Mr. Joe McVeigh and his nephew Mr. T. J. McVeigh. To find out just how far this project has progressed in the UK, I discussed developments with Mr. Joe McVeigh in Grimsby.
The 400 refrigerated containers are being supplied by Rootes Linwood factory in Renfrewshire. The trailer running gear is sup plied by Taskers and the refrigeration equipment by Prestcold Ltd.
Mr. McVeigh said that they were in the process of collecting the completed semi-trailers from Linwood at the rate of about 30 or 40 a week and delivering them either to Leith or Grimsby so that the appropriate proportion could be taken over to Denmark ready for the start of the project. He expected the last of the 400 to he collected and delivered to Grimsby by January 16 in time for the scheduled inaugural service on January 18.
Previously, bacon had been imported in bales and when over 10,000 bales a week were imported this inevitably involved sub stantial manual labour. The fact that Denmark supplied approxi mately 47 per cent. of the British bacon market, Mr. McVeigh agreed, had helped to facilitate the acceptance of this new integrated system.
In addition to raising the already high standards of transit conditions the saving in labour would be accumulative and with the present trend in labour costs the amount of the savings might well increase, despite the high initial outlay.
The quick turnround in four to five hours of the new vessel meant that it could accomplish two return trips a week instead of one. With an initial outlay of £fm. there would be an obvious saving in the operating costs of the vessel. Two discharges a week also meant a more even flow of traffic, a more regular service for customers and more efficient use of road transport in the UK.
Bearing in mind that the railways have previously handled large tonnages of food from Grimsby I asked Mr. McVeigh whether alternatives to road transport had been considered for the final link in this distribution chain. He pointed out that this whole project had been so comprehensive and detailed that the planning stage had taken several years. As a result when the Danish Bacon Board first looked into this project, liner trains had scarcely been thought of and certainly not a refrigerated variation operating from Grimsby.
Albion Super Six tractive units were selected after a thorough evaluation of the market and these will operate under Contract A licence. Mr. McVeigh said that from long experience in road transport he had found that he had obtained good service from the Leyland group which because of its size was able to provide good facilities over a wide area.
Mr. McVeigh claimed that the specification of the articulated outfits was such that they should be well on top of the job they had to do. It was expected that the mileage of the outfits in UK would average around 1,200 a week or 300,000 after a five-year period when the vehicles would be replaced.
They were fitted with three-line airbrakes and Leyland 400 engines, and with a relatively short overall length of 28 ft. 11 in.
handling qualities were excellent. Drivers had commented favourably on the stability of the refrigerated semi-trailers which was partly attributable to the relatively short wheelbase of 11 ft. 11 in. between the second and third axle of the outfit.
Mr. McVeigh said that he had so far had no difficulty in recruiting staff. At the outset 34 drivers were being engaged and later the complement would be increased to 40. Normally one driver to one vehicle would apply and because of the concept of quick interchange of trailers at terminal points a relatively high daily mileage could be achieved where this was necessary. The area for distribution from Grimsby included Lancashire, Yorkshire, North Wales and the Midlands. Wholesalers to whom they would deliver would now be able to have replacements every three days.
As with other forms of more sophisticated road transport delivery systems where movement in bulk in one form or another was involved there was an added asset to the operator which might not be apparent at first sight. Compared with pre-war days there was a wider variation in the standard of commercial vehicle drivers and for this reason many long-established hauliers imposed a minimum age limit on drivers, say 25 or even 30 in some cases. But there was the disadvantage at the other end of the scale that loyal and otherwise efficient older men could not always continue to manhandle substantial loads on and off standard platform vehicles.
With modern outfits this difficulty obviously did not apply and Mr. McVeigh said that if other standards were met an age of 50 would be no barrier to a driver joining his firm. Already the "message" was getting around the area that the company had above average driving jobs to offer—clean, no handling, home every night, with uniform provided.
Speedographs were being fitted to the vehicles to record both running times and maximum speeds. Mr. McVeigh insisted that excessive speed was a major factor in causing high operating costs and high rates of accidents if, despite all reasonable precautions, one engaged the wrong type of driver. In addition to basic wage rates, a weekly bonus would be paid, dependent on such factors as regularly turning out on time, delivery on time and customer satisfaction.
Two factors in this project impressed me. One was the detailed consideration given to transport in all its aspects by the Danish Bacon Board in contrast to the all-too-prevalent attitude by many organizations in the UK which look upon transport as an afterthought. Secondly, having done all their planning "homework", the Board is to be commended for the courage to make the decision to go ahead with the project to the tune of £10m.
Long-term and detailed planning followed by positive decisions and high initial outlay might well be the fashion for other distribution systems on a nation-wide scale. But if that is to be achieved in UK trade and industry generally much voluntary integration will have to be undertaken—too often belatedly— before capital expenditure of this order can be contemplated.