





















Electro-Metals Furnaces.
Page 12
Page 13
Page 14

If you've noticed an error in this article please click here to report it so we can fix it.
One of the trades which it is hoped will be carried on in this country to a very much greater extent than was the case before the war is that of making steel castings for motor vehicles. A large percentage of these before the war came from the Continent—many from Germany, and the majority of these castings
was made in what is usually described as electriccast steel, so called because the furnace in which the steel is melted is heated by electric arcs.
The Electric Furnace is Economical.
The electric furnace has many advantages, particularly in respect of the quality of the metal produced, which can be made consistently to conform to any pre-determined standard, as compared with the Bessemer process. This is particularly so just now, and, owing to the high price of pig iron and coke, the electric furnace has also advantages in respect of cost, principally because it is possible to use all kinds of scrap metal without impairing the quality of the product.
Other Advantages.
The chief merits of electric furnaces are, therefore : ability to use with advantage all the scrap made in the foundry or machine shop ; the consistent nature of the product; the extreme deadness of the finished steel ; the possibility of easily obtaining-the high
casting temperature so that there is less chance of ladle waste ; and the extreme fluidity of the metal, enabling thinner sections to be run, and consequently —and this is of particular importance in motor design—enabling castings to be produced in thinner sections and much lighter than ordinarily whilst at the same time conforming to the requirements in respect of strength.
In considering also the manufacture of special steels, which are such a prominent feature cif autoe40 mobile construction, the electric furnace can be said to be better than the crucible process, which may otherwise be stated to be the best.
For Making Alloy Steels.
Broadly speaking, all special steels contain one or all of the following elements—chromium, nickel, and vanadium. With the use of the electric furnace in making steels containing these elements, better composition is obtainable, owing to the fact that no impurities such as sulphur, phosphorus, etc., are introduced by the fuel. It is possible by this process to produce. metals in which the sulphur and phosphorous oontents do not exceed .01 per cent. This is a consistently-obtained figure. Steel teemed under electric-furnace conditions, nicely fluid and at a correct casting temperature, is remarkably free from blow holes, pipeand segregation. In the ordinary vay, ingots should yield So per cent. of good billets.
Required Analysis Exactly Obtained.
A remarkable feature of the electric furnace is its ability to produce alloys of the exact composition asked for by the engineer. It is regarded as an axiom in Sheffield with respect to the crucible process that the carbon content of an ingot may be a littlt higher or a little lower than the percentages demanded, according to the freedom or otherwise of the materials used from rust and• slag. The electric furnace eliminates such risk, and not only carbon 0011tent, but all the other elements may be controlled from the laboratory. Moreover, there is no loss by oxidation when alloys are added to the liquid steel. The electric arc is one of the most powerful reducing agents known to chemistry. Before the steel is teemed, a slag is formed, by the aid of the are, which is quite free from iron oxide. Similarly the oxides of nickel, vanadium and chromium are also reduced and sent into the bath, giving a hundred per cent. yield of the metal added m the finished steel.
Other advantages claimed lor this process are the ease of control of the tapping temperature and the ability to use up any type of steel scrap within reason. In this respect the crucible process is strictly limited.
Well Adapted for Producing Tool Steel.
The 'electric furnace is none the less well adapted for the production of tool steel and also for that high-speed grade of this material of which the automobile industry is such a great user. The expensive element in high-speed steel is tungsten, and this metal is often present to the extent of 18 per cent. It should also be noted that tungsten is between two and three times as heavy as iron, and in consequence has a tendency to sink to the bottom of the ingot when in process of being cast. As a result of this, a bar of high-speed steel made by the crucible process, if carefully analysed at the two ends, shows a differ
ence in the tungsten content, sometimes to the extent of 5 or II per cent., and, as might be expected, the end of the bar with a larger percentage of tungsten corresponds with the top of the ingot and, incidentally, the bottom of the crucible. The likelihood of this occurring in the ease of electric high-speedsteel castings is very remote, for the following reasons : —There is a much greater heat available. A
mixing motion is set 'up in the fluid metal by the passage of the current. The steel must pass through a ladle between the furnace and mould instead of being poured directly into the crucible. The following notes, which are of a somewhat technical nature, will be of use to managers of motor'vehicle works as showing how these conditions are brought about in the electro-metal furnace which has been specially designed to meet the exacting requirements of this branch of engineering.
. Some Technical Notes.
The Electro-Metals furnace works on a two-phase system withatwo ; electrodes over the hearth, one from each phase, and one return electrode in the hearth. Two-phase current can be readily obtained from any three-phase supply by merely Scott-connecting two transformers, as shown in the diagram, the result being two-phase current with the phases in quadrature, that is, with the phases 90 electrical degrees apart. The current passes between the two phases and the return in proportion to the resistances and the pressure differences, at any instant in question.
Flow of Current Throughout the Cycle.
Fig. 2 represents the voltages throughout the cycle of a two-phase current, and the difference in pressure at any instant is the vertical distance between the two curves, so that the flow of current between the two upper electrodes at any instant is the difference in, pressure divided by the resistance of two arcs, since the current in passing from one electrode to the other must arc to and from the bath. The resistance of the bath to the current is neglected, as this is exceedingly small.
Horizontal Flow.
Fig. 3 shows the passage of current horizontally through the bath, at all instants, obtained by the method shown. It will be observed that the greatest flow of current takes place at 45 degrees and 235 degrees. At 43 degrees the current is flowing from A to B, and therefore in the diagram it is shown from left to .right. At 235 degrees the current is flowing from B to A,since B, at this instant, is at the higher voltage, and: consequently, in the diagram the current is shown, at this point, as flowing to the left. In a similar manner we can draw a curve which represents the flow of current at every instant between the upper electrodes and the lower electrodes—the lower electrode can be considerd as at earth potential.
It will be seen that the resultant flow of current is the algebraical sum of the flow of current from A to neutral and from B to neutral, so that at 45 degrees no current flows through the hearth. At an angle of 135 degrees current will flow from both A and B phase to the return. Figure 4 clearly shows the vertical flow at all points of the .cycle, and it will be noticed that the resistance in this case is only that of one arc plus the comparatively-small resistance of the hearth. , The Current Moves in a Circular Path in the Bath, and Helps to Stir Up the Molten Metal.
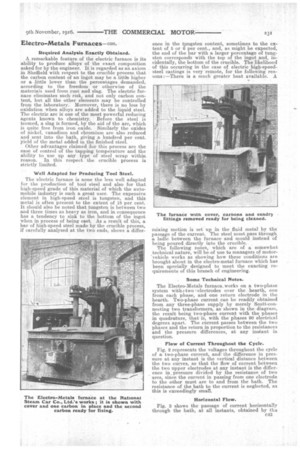
We can now show the resultant of the horizontal and vertical current at all points, and this is shown by the vector diagram in fig. 5. For example, at the commencement of the cycle current is flowing horizontally to the right and vertically upwards, so that we get the vector represented by 0 degrees. At 135 degrees we have the maximum current flowing downwards, but no current flowing horizontally, and we therefore get the vertical radius vector. It will be seen that this radius vector is travelling round an ellipse. Now, whenever current passes through a conductor, a magnetic field is generated, having its axis in the line of current, so that we have in the bath of metal a magnetic field with a rotating axis. The bath of metal is a movable conductor, and therefore responds to the rotating field by following it round. The result is that we obtain in the bath of metal a steady circulation in the vertical plane, which has valuable thermal and metallurgical properties. Without this circulation, since the heating effect is almost wholly from the arc, we should get the upper surface of the bath superheated, but the circulation, from the rotating field, takes the hot metal from the top round to the bottom, and consequently the bath is maintained at an even temperature. Further, this circulation facilitates the refining process, since all parts of the bath are brought consecutively into contact with the slag. Again, this circulation
must result in a thorough mixing of the metal so that the product is homogeneous. The furnace is arranged so that the electrodes work automatically, that is, they are raised and lowered by motors which are worked in series with the current to the respective electrodes.
Leyland Motors, Ltd., and National Steam Car Co., Ltd., Use These Furnaces.
Several of these furnaces have been supplied to motor-vehicle makers as well as to steel founders who supply material for the purpose of manufacturing it into chassis components. Amongst the former may be mentioned Leyland Motors (1914), Ltd., which has a two-ton furnace, and the National Steam Car Co., Ltd., which also owns a furnace of the same size.
At the works of the latter company a new foundry has been built specially for the purpose of making steel castings of all kinds, including steel road wheels. The current used is part of that generated for the purpose of driving the main machinery and the lighting. It is three-phase at a pressure of 350 volts, and is transformed by means of Scott transformers to twophase 70 volts. The furnace, which, as stated above, has a two-ton capacity, is capable of passing four times r-is quantity of metal in the course of 24 hours. The company has been very successful in this branch of its activities, and in addition to making various small types of castings and also steel road wheels, we observed a large quantity of ingots of various classes of steel for a well-known Sheffield company