































CORRECT SPRINGING FOR HEAVY LOADS.
Page 16

Page 17
Page 18
If you've noticed an error in this article please click here to report it so we can fix it.
Ethics of Spring Suspension—Materials Utilized—Forming the Plates—Hardening and Tempering—Testing the Physical Qualities.
By N. E. Hendrickson, Chief Engineer of the Mather Spring Co., Toledo, Ohio, U.S.A.
TCI the average automotive engineer the subjcct Of suspension springs has always been . shrouded in deepest mystery. Literature available on the subject has been scant, and usually faulty, being often based on individual prejudices. It will be remembered how, a few years ago, the floating cantilever spring was acclaimed as the only proper suspension. Yet the present trend is strongly toward semi-elliptic springs, though the basis for the early success, of the cantilever is little understood. A proper suspension for a motor vehicle involves ,consicleration of three chief factors:
(a) Design, meaning (1) proper deflections, (2) safe stresses.
(b) Proper raw material.
(c) Proper heat-treatment.
All these factors are closely allied, for the material and its heat-treatment determine the elastic limit obtainable, which in turn governs the stress, and, in a large measure, the deflections allowable. In this article it is our purpose to discuss items (b) and (c) as handled in a modern automobile leaf spring factory, and the method of checking them.
Spring Functions.
The function of any spring is to act as an accunudator or storage battery for energy ' that is, it receives energy' aticertain times, and at, other times releases what has been received. Spring's are thus in the same class as hydraulic accumulators, or flywheels of engines, or electric accumulators. They may give out this energy slowly, as in the case of the main, spring of a. clock, which is wound in a few moments, and runs twenty-four hours, or even eight days; in other cases the energy may be released several times a second, as in the hair-spring of .the same clock. The value of the suspension springs of an automobile lies mainly in the way they increase the time in which the energy is released, for the gradual dissipating of the shocks of the road relieves them of their objectionable qualities. The suspension springs are at work every moment the vehicle is in motion (besides carrying thostatic load even when the vehicle is at rest). Next to the engine valve springs, they are, perhaps, in service mare of the time than any other part of the motor vehicle. Further, this service is .far more severe, because it varies continually, over a very wide range,
while the valve springs have a constant range of stresses. Consider a front spring with a Mean static stress of, say, 40,000 lb. per sq. inch; at its maximum shock deflection, this stress may reach 120,000 lb per sq. inch, yes, even 140,000-1b.
It is very evident that such a range of stresses requires a material ofinaximum strength and endurance—in short, alloy steels of high fatigue qualities make the best springs. The interesting point might here be mentioned, that the modulus of elasticity of cast iron is only half as great as that of steel, which means that for a given load with the same stress, our springs would have twice the deflection if made of east iron bars. It is too bad that cast iron lacks all shock-resisting qualities.
Materials Employed.
Automobile spring steels are in two great classes— high carbon spring steel, with, approximately the euteetoid percentage of carbon; and alloy spring steels. In the latter class are many varieties, including chrome vanadium, chrome molybdenum, chrome silica manganese, silica, manganese, chrome carbon, and even the once popular, but now Amormally expensive, chrome nickel tungsten.
Spring steel comes from the steel mills in bars of appropriate' widths and gauges. According to the " shop card." or "shop ticket " it is first sheared to proper length, due allowance being made for eyes an the main leaf, etc. Next, the various forging operations take place, such as making the eyes on the main leav,es, punching for centre bolts, or less commonly, nibs or teats ; rolling the taper on the ends of the leaves; trimming to proper shape the rolled or unrolled leaves; sawing a slot and punching a bead for the longitudinal alignment of the leaves; punching and counter-sinking holes for rebound slip 'rivets, etc.
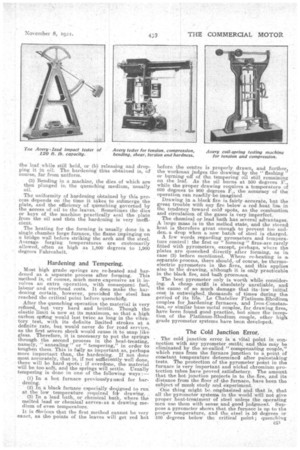
When all these forging operations are completed, the leaves are still in the flat or uncarnbered state. " Cambering," or forming, is done in a number of different ways, after first heating to 1,600-1,900° F.— (1) Bending by hand over a, steel pattern, pinching down with,tongs.
(2) Bending in old style hand or 'power-driven machine, without anyquenching or hardening. The old style cheap spring is often quenched in the above methods by either (a) sprinkling water on. the leaf while still held, or (b) releasing and dropping it in oil. The hardening thus obtained is, of course, far from uniform.
(3) Bending in a machine, the dies of which are• then plunged in the quenching medium, usually. oil.
The uniformity of hardening obtained by this process depends on the time it takes to submerge the plate, and the efficiency of quenching governed by the access of oil to the leaves. Sometimes the dies or keys of the machine practically seal the plate from the oil and then. the hardening is very inefficient.
The heating for the forming is usually done in a single chamber forge furnace, the flame impinging on a bridge wall before striking the arch and the steel. Average forging temperatures are customarily allowed, often as high as 1,800 degrees to 1,900 degrees Fahrenheit.
Hardening and Tempering.
Most high grade springs are re-heated and hardened as a separate process after forming. This method is, of course, much more expensive as it involves an extra operation, with consequent fuel, labour and overhead costs. It does make the hardening eertain, however, provided the steel has reached the critical point before quenchirk.
After the quenching operation the material is very refined, but very hard and brittle. Though the elastic limit is now at its maximum, so that a high carbon spring would last twice as long in the vibratory test, with its definite limited strokes at a definite rate, but would never do for road service., as the first severe shock would cause it to snap like glass. Therefore, it is necessary to put the springs through the second process in. the heat-treating, namely, " annealing ', or "tempering," in order to toughen them. This is fully as important as, perhaps more important than,: the hardening. If not done most accurately, that is, if not sufficiently well done, there will be hard spots; if overdone, the material will be too soft, and the springs will settle. Usually tempering is done in one of the following ways:— (1) In a hot furnace, previously used for hardening.
(2) .In a black furnace especially deigned to run at the low temperature required fur drawing.
(3) In a lead bath, or chemical bath, where the melted lead or chemical serves. as a drawing medium of even temperature.
It is tlbvious that the first method cannot be very exact, as the points of the leaves will get red hot before the centre is properly drawn and further, the workman judges the drawing by the " flashing " • or burning off of the tempering oil still remaining on the leaf. As the oil burns at 500 degrees F., while the proper drawing requires a temperature of 600 degrees to 900 degrees F., the accuracy of the operation can readily-be imagined Drawing in a. black fire is fairly accurate, but the great trouble with any fire below a red heat lies in the tendency toward cold spots, as the eombustion and circulation of the gases is very imperfect. The chemical or lead bath has several advantages. A large mass is in the melted state, and the stored heat is therefore great enough to prevent too sudden, a drop when a new batch of steel is charged.
A few words regarding pyrometers and temperature control': the first or ' forming " firestare rarely fitted with pyrometers, except, perhaps, where the plates are quenched directly after forming, as in case (3) before mentioned. Where re-heating is a, separate process, there should, of course, be thermo'electric pyrometers in the fires, and this applies also to the drawing, although it is only practicable in the black fire, and bath processes.
The best pyrometer only is worth while considering. A cheap outfit is absolutely unreliable: and the cause of so much damage that its low initial cost is outweighed, thousands of times during the period of its life. ' Le Chatelier Platinum-Rhodiuim couples for ,hardening furnaces, and Iron-Constantan, or similar base metal couples, for drawing fires, have been found good•practice, but since the inception of the Platinum-Rhodium couple, other high grade pyrometer systems have been developed.
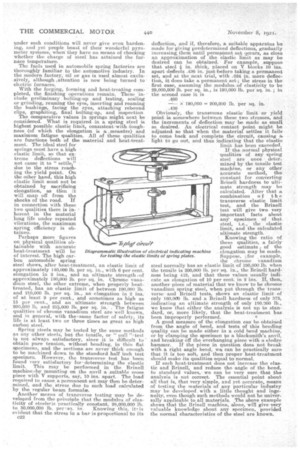
The Cold Junction Error.
The cold junction error is a vital point in connection with any pyrometer outfit; and this may be eliminated' by the so-called " compensating couple," which runs from the furnace junction to a point of constant temperature determined after painstaking tests. The protection of the pyrometer point in the furnace is very imeortant and nickel chromium, protection tubes have proved satisfactory. The amount that the hot junction projects in to the. fire, and its clista,nce from the floor a the furnace, have been the subject of much study and experiment.
One thing' might be. emphasized and that is, that all the pyrometer system& in the world will not give proper heat-treatment of steel unless the operating men use them with sense and. good 'judgment. Suppose a pyrometer shows that the furnace is up to the proper temperature, and the steel is 50 degrees or 100 degrees below the critical point; quenching
wider such conditions will never give even hardening, and yet people boast of their wonderful pyrometer systems, when. they have no means of checking whether the charge of steel has attained the furnace temperature. The fuels used in automobile spring factories are thoroughly familiar to the automotive industry. In the modern factory, oil or as is used almost exclusively, although ,attention Is now being turned to
electric furnaces. .
With the forging, forming and heat-treating completed, the finishing operations remain. These include preliminary bolting-up and testing, scaling or grinding, reaming the eyes, inserting and reaming the bu,shings, facing the eyes, attaching rebound clips, graphiting, final bolting-up, and inspection The comparative values in springs might next be considered. "What is required in a spring steel is highest possible elastic limit, consistent 'with ,foughness (of which the elongation is a .rneasilre) and maximum fatigue qualities. Allof these qualities are functions both of the material and heat-treatment. The ideal steel for springs must have a high elastic limit, so that extreme deflections will not cause it to " settle," due to the stress reaching the yield point. On the other hand., this high elastic limit must not be obtained by sacrificing elongation, as then it will snap off from the shocks of the road. If in connection with these two qualities there is inherent in the material long life under repeated vibrations, the maximum spring efficiency is obtaineu.
Perhaps more •figures on physical qualities obtainable with accurate heat-treatment will be of interest. The high carbon automobile spring steel shows, after heat-treatment,. an elastic limit of i
approximately 140,000 lb. per sq. n., with 6 per cent. elongation in 2 ins. and an ultimate strength ,of approximately 180,000' lb. per sq. in. Chrome vanadium steel, the other extreme, when properly heattreated, has an elastic limit of between 190,000 lb. and '210,000 lb. per sq. in., an•elongation in 2 ins. of at least 9 per cent., and sometimes as high as 15 per cent., and an ultimate strength between 200,000 lb.. and 215,000 lb. per sq. in.. , The fatigue qualities of chrome vanadium steel are well known, and in general, with the,same factor of safety, its life is at least two or three times as great. as high carbon steel.
Spring steels may be tested by the same methods as any other steels, but the tensile, or " pull "-,test is not always satisfactory, since it is difficult to obtain pure tension, without bending, in -thin flat specimens, and the sections are never thick enough to be machined down, to the standard half inch test specimen. However, the transverse. test has been found very satisfactory for-determining the elastic limit. This may be performed in the Brinell m.achinefisy mounting on the anvil a .suitable cross piece with V supports, say, 10 ins. apart. The load required to cause. a permanent set may then be determined, and the stress due to such' load calculated by the regular beam formula.
Another means of transverse testing may he 'developed from the principle that the modulus of elasticity of eteelv is practically constant, 28,060,000 lb.
to 30,000,000 lb. per-se. in. Knowing this, it7is evident, that the stress in a bar is proportional to its c22 deflection, and if, therefore, a suitable apparatus be made for giving predetermined deflections, gradually increasing, them until permanent set itccurs, as close an approximation of the elastic limit as may be desired can be obtained. For example, suppose that steel in. thick, placed on V blocks 10 ins. apart deflects .436 in. just before taking a permanent set, and at the next trial, with .024 in. more deflection, it does take a permanent set; the stress in the first cam, assuming the modulus of elasticity to be 29,000,000 lb. per sq. in., is 190,000 lb. per sq. in. ; in the second case it is .4,60 x 190,000 = 200,000 lb. per sq. in.
.436 Obviously, the transverse elastic limit or yield point is somewhere between these two stresses, and the increments of deflection may be made as small as desired. An electrical contact point might be adjusted so that when the material settles it fails to come back and complete the circuit, causing a light te go out and thus indicating that the elastics limit has been exceeded. If the normal physical
qualities of any spring steel are once determined by the tensile test machine, or any other accurate method., the Constant for converting Brinell hardness to ultimate strength may he calculated. After that a combination o f t he transverse -elastic limit test, and the Brinell test will give two very important facts about any specimen of that steel, i.e., the elastic limit, and the calculated ultimate strength.
• Knowing the ratio of these qualities, a fairly good estimate of the , elongation may be made. Suppose,.L:for example, the chrome vanadium steel normally has an elastic limit of 190,000 lb. when the tensile is 200,000 lb. per sq. in., the Brinell hardness being 418, and that these values usually indicate an elongation of 10 per cent in 2 ins. If, then, another piece of material that we know to be chrome vanadium spring steel, when put through the transverse and Brinell tests, shows an elastic limit of only 160,0M lb. and a Brinell hardness of only 275, indicating an ultimate strength of only 180.900 lb., we know that either the analysis is not up to standard, or, more likely, that the heat-treatment has
been improperly performed. •
A good measure of the elongation can be obtained from the angle of bend, and tests of this bending quality can be made either in a cold bend machine, or by clamping the specimen to a blacksmith's anvil, and breaking off the overhanging piece with a sledge hammer. If the piece in question does not baeak with a right angle bend, web can be practically sure that it is too soft, and then proper heat-treatment should make its qualities equal to normal.
If such heat-treatment does not increase the elastic and Brinell, and reduce the angle of the bend, to standard values, we can be very sure that :the analysis is not correct. The essential point about all that is, that very simple, and yet accurate, means of testing the materials of any particular industry may be developed with a little thought and ingenuity, even though Such methods would not be universally applicable to all materials. The above example shows that the Brinell machine, alone, will give very valuable knowledge about any specimen, provided the normal characteristics of the -steel are known.