



















The Making of Tubes for Honeycomb Radiators.
Page 4
If you've noticed an error in this article please click here to report it so we can fix it.
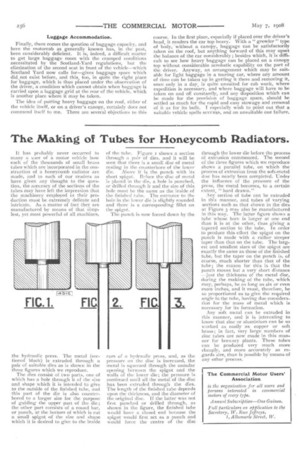
It has probably never occurred to many a user of a motor vehicle how each of the thousands of small brass tubes which are incorporated in the construction of a honeycomb radiator are made, and to such of our readers as have given any thought to the question, the aocuracy of the sections of the tubes may have left the impression that the machinery employed in their production must be extremely delicate and intricate. As a matter of fact they are manufactured by means of that simplest, yet most powerful o.f all machines, the hydraulic press. The metal (sectioned black) is extruded through a pair of suitable dies as is shown in the three figures which we reproduce.
The dies consist of two parts, one of which has a hole through it of the size and shape which it is intended to give to the outside of the finished tube, and this part of the die is also counterbored to a larger size for the purpose of guiding the upper part of the die; the other part consists of a round bar, or punch, at the bottom of which is cut a small spigot of the size and shape which it is desired to give to the inside
of the tube. Figure shows a section through a pair of dies, and it will be seen that there is a small disc of metal resting in the counterbore of the lower die. Above it is the punch with its short spigot. Before the disc of metal is placed in the die, a hole is punched, or drilled through it and the size of this hole must be the same as the inside of the finished tube. The entrance to the hole in the lower die is slightly rounded and there is a corresponding fillet on the spigot.
The punch is now forced down by the ram of a hydraulic press, and, as the pressure on the disc is increased, the metal is squeezed through the annular opening between the spigot and the walls of the lower die; the pressure is continued until all the metal of the disc has been extruded through the dies. The length of the finished tube depends upon the thickness, and the diameter of the original disc. If the latter was not first punched or drilled through, as shown in the figure, the finished tube would have a closed end because the spigot would first act as a punch and would force the centre of the disc
through the lower die before the process of extrusion commenced. The second of the three figures which we reproduce shows a parallel tube, on which the process of extrusion from the soft-metal disc has nearly been completed. Under the influence of the pressure of the press, the .metal becomes, to a certain extent, "hard drawn."
Any section of tube can be extruded in this manner, and tubes of varying sections such as that shown in the dies at Figure 3 may also he manufactured in this way. The latter figure shows a tubewhose bore is larger at one end than it is at the other, thus giving a tapered section to the tube. In order to produce this effect the spigot on the punch is made with a rather steeper taper than that on the tube. The largest and smallest sizes of the spigot are exactly the same as those of the finished tube, but the taper on the punch is, of course, much shorter than that of the tube ; the reason for this is that the punch moves but a very short distance --just the thickness of the metal disc, during the making of the tube, which may, perhaps, be as long as six or even more inches, and it must, therefore, be so proportioned as to give the required angle to the tube, having due consideration for the mass of metal which is necessary for its formation.
Any soft metal can be extruded in this manner, and it is interesting to know that zinc or aluminium can be so worked as easily as copper or soft brass; in fact, very large numbers of zinc tubes are now made in this manlier for brewery plants. These tubes can be produced very much more cheaply, and more accurately as regards size, than is possible by means of any other process.