



















































































Drawing the Fangs from
Page 38

Page 39
Page 40
If you've noticed an error in this article please click here to report it so we can fix it.
BROKENGLASS
Half a Century . of Research has Brought Glass " Under Control," and Seen Attempts —so far not Successful—to Replace it by . Synthetic. Materials
By A. C. Waine, Ph.D., B.Sc.,
Chief Chemist, Triplex Safety Glass Co. Ltd.
DANGER from the brittle and splinterable quality of glass was brought into prominence with the general use of the motor vehicle at the beginning of the century. Attempts were quickly made to eliminate the evil, at first with varying and often disappointing results.
The laminated, or sandwich, type of safety glass. consisting of two pieces of glass with a reinforcing layer between, held the field for many years and is still manufactured in large quantities.. : Such a glass cracks as readily as normal glass Of an equal thickness,, but the particles hold together in one coherent sheet and should the impact be great enough to fracture it, the pieces are not sufficiently large nor sharp-edged to cause severe cuts.
Cellulose acetate in sheet form rapidly supplanted celluloid as an interlayer once the problem of sticking it to glass had been solved. It showed no signs of going brown even after 10 years' service, and a well-made laminated glass was as strong at the end of this period as on the day it was made, but the. glass still required coating with an adhesive. The finished job had to be sealed not only to prevent the ingress of moisture, but to retain within the sandwich the slightly volatile assembly liquid.
A New Interlayer Research has now evolved a synthetic resin, polyvinyl butyral, which has properties highly desirable in an interlayer. Whilst retaining an ultimate tensile strength nearly equal to that of cellulose acetate (about 3,000 lb. per sq. in.), it can, in addition, be stretched 400 per cent_ before breaking, giving to the interlayer a toughness and shock-resisting quality never before achieved. it has the same extraordinary light-fastness and resistance to yellowing that cellulose acetate has, and it will adhere to glass by heat and pressure alone, and needs no sealing. This new process has been developed in England by the Triplex Safety Glass Co., Ltd., I. Albemarle Street, London, W.I.
If melted glass be poured into water, it forms pearshaped droplets with long tails. These do not crack, as might be expected; the pear-shaped part of the drop is immensely strong and may be hammered on an anvil without fracture, but if the tail of the droplet be broken, the whole thing shatters to a fine powder.
_The reason for this curious behaviour lies in the fact that glass, whilst poor in tension, is very strong in compression. If a strip of glass be broken by bending, the crack will invariably start from the surface which is under tension. When glass is heated to softening point and then suddenly chilled, the outer surface hardens and sets while the inside is still cooling and contracting. As the core continues to cool and contract it pulls inwards the already hardened Outer envelope, so putting it into a -state of compression, and to this inherent compression strain heat-treated glass owes its strength. If an attempt be made to break a -strip of such glass by bending, the inherent compression strain must be overcome before tension can be induced on the convex surface, and such glass exhibits flexibility and strength to a surprising degree. A i-in.-thick windscreen, supported only on its two ends, will bear the weight of one or two men, sagging in the middle to the extent of 2-3 ins. Steel balls. when dropped on ordinary class
from a height of about a foot, would cause fracture, but may be safely dropped upon heat-treated glass from heights of 10 ft. or more. When fracture does occur it is complete and the entire sheet of glass disintegrates into fragments.
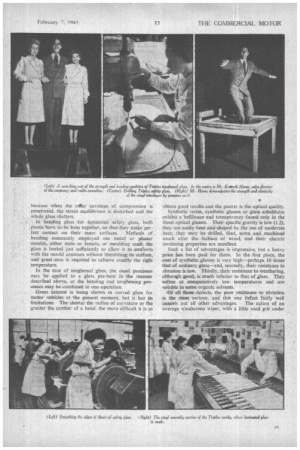
The practical method of manufacturing toughened glass is to grip it along one of its edges by tongs and lower it into an electric furnace, where it is left for a predetermined time. As the glass begins to soften, the points of the tongs sink in, leaving characteristic little depressions, or "tong marks."
At the appropriate moment the glass is withdrawn from the furnace and chilled by compressed air being blown simultaneously from a large number of moving jets. Every stage of this process must be checked with the greatest care. The furnaces, in spite of their high operating temperature, are controlled by sensitive thermostats; the time cycle is automatically controlled; the pressure of the cooling air is kept constant.
Glass, when suspended in an electric furnace in the manner described, and heated nearly to the softening, point undergoes a certain amount of stretching, and to allow for this the glass, when put into the furnace, is smaller, than the required size.
Finally, it should be mentioned that toughened glass, once made, cannot be cut. ground or worked in any way,
because. when the (Ater ern elope of compression is penetrated, the strain equilibrium is disturbed and the whole glass shatters.
In bending glass for laminated safety glass, both .pieces have to.be bent together, so that. they make per fect contact on their inner surfaces. Methods of bending commonly employed use metal or plaster moulds, either male or female, or moulding sand; the -glass is heated just sufficiently to allow it to conform with the mould contours without blemishing its surface, and great care is required to achieve exactly the right temperature.
In the case of toughened glass, the usual processes may be applied to a glass pre-bent in the manner described above, or the bending and toughening processes may be combined in one operation.
Great interest is being shown in curved glass for motor vehicles at the present moment, but it has its limitations. The shorter the radius of curvature or the greater the camber of a bend. the more difficult it is to obtain good results and the poorer is the optical quality.
Synthetic resins, synthetic glasses or glass substitutes exhibit a brilliance and transparency found only in the finest optical glasses. Their specific gravity is low (1.2); they are. easily berit%and shaped by the use of moderate heat; they may be drilled, filed, sawn and machined much after the fashion of wood, and their electric insulating properties are excellent.
Such a list of advantages is impressive, but a heavy price has been paid for them. In the first place, the cost of synthetic glasses is very high—perhaps 10 times that of ordinary glass—and, secondly, their resistance to abrasion is low. Thirdly, their resistance to weathering, although good, is much inferior to that of glass. They soften at comparatively low temperatures and are soluble in some organic solvents.
Of all these defects, the poor resistance to abrasion is the Most serious, and this one defect fairly well cancels out all other advantages. The action of an average windscreen wiper, with a little road grit under
the blade, would make a synthetic resin windscreen nearly opaque in five minutes. Efforts of the synthetic resin manufacturer to overcome these defects tend in two directions, one of which is to produce a harder synthetic resin, whilst the other is to put a hard coating over existing types.
Polymerized allyl methacrylate has been put on the market in sheet form, and it is claimed that this is 10 times harder than methyl methacrylate. On the same scale, glass is 500 times as hard as methyl methacrylate and it can be seen, therefore, that the synthetic resin manufacturer has yet a long way to go. It is also to
be noted that these harder synthetic resins are also more brittle, and it may well be that if it were possible to produce a polymer as hard as glass, it would also prove as brittle as glass.
The ideal which the glass maker sets himself is the quartz crystal, and in certain special glasses he has approached this closely. The ideal which the synthetic resin manufacturer should set before himself is the diamond, the hardest known substance in the world, and there seems no reason why he, too, should not approach his ideal and evolve a nearly perfect organic glass,