



















































TYRE RETREADING BEHIM THE BATTLE FRONTS
Page 24

Page 25
If you've noticed an error in this article please click here to report it so we can fix it.
How the Army, With Its Own. Plant, Keeps Its Mechanized Units Supplied With Reconditioned Covers, Each Plant is Capable of Dealing With 800 Tyres a Week, Working, on a 24-hour Schedule MANY articles have appeared in our pages, during the past two or three years, dealing with various phases of maintenance work as carried out in the Services, including that of tyre r'epairing and retreading. It has been known for sore time that the Army has been carrying out its own retreading in the field, and we are now able to give some interesting data in connection with the special equipment -employed.
The main items of equipment which go to make up the complete plant comprise an electric tyre spreader, electric " buffing" Machine, curing rings to suit practically all types of tyre, a number of curing tables With superstructure to take counter-balance weights, and an oil-fired boiler. The current to operate the motors is supplied by field electric-generating sets that, are quite independent of the retreading plant, which, in all other respects, is self-contained.
It has to be borne in mind that there Is no scope for weight reduction in the various components which go to make up the complete plant, as the Manipulation of giant tyres calls for the utmost sturdiness in the various appliances employed in the retreading process.
Dimensions, too, are governed by tyre size, and such controlling factors preclude any sensational departures from :the standard equipment. An exception, however, is found in the boiler which supplies the steam far curing purposes, as the demands made upon it are not partitularly high.'
The process with which we are at present concerned is that adopted by Tyresoles, Ltd., and it is equipment supplied by this concern that is being used on several of the battle fronts. As supplied by the company, these plants, are complete to the last nut and bolt and, on receipt by a particular unit, can be laid down and put into operation with a minimum of trouble.
During 1941, Tyresoles, Ltd., at the instigation of the War Office, installed a try-out plant at one of the Army's maintenance centres, where tests were carried out over a period of several months. As a direct result, the first Tyresoles retreading plant was intro duced . to the Army in the field, in February, 1942.
Whilst the process, as adopted by this company, was being tested out; special attention was being paid to the evolving of equipment of a character which would be suited to the conditions under which it would be used, and this meant the electrifying of cer.tain items which, previously, had been operated by compressed air. and of providing for greater robustness in other machines.
• Further, there was the question of producing a suitable boiler for oil firing, as supplies of liquid fuel were more convenient to arrange for, than .that of solid fuel, whilst oil firing removes the need for constant attention to the firebox.
The Curing Rings
Incidental to this, was the evolving of a special cross-country tyre tread which meant experimenting with different shapes of curingring cup. The use of curing rings, as opposed to bulky iron moulds, is quite an important feature, from not only the point of view of ease of transportation, but from the aspect of the facility with which a particular form of tyre tread may be adopted. Further, it is pos'sible to cover a large range of tyre sizes ,without adding unduly to the transport problem, as each ring iveighs but a few pounds.
During a recent visit to the premises of Tyresoles; Ltd., in London, we were able to see trainees from the Army carrying out retreading, using similar equipment to that supplied for use in. the field. They are given •a five weeks' course under instruction from the skilled staff of TyresoIes, Ltd., after which they go on to an Army centre to complete their training.
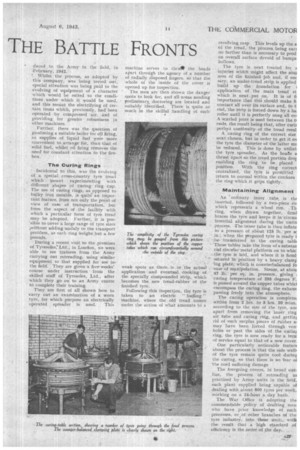
They are first of all shown how to carry out an examination of a worn tyre, for which purpose an electrically operated spreader is used. This
machine serves to thrum the beadsapart through the agency of a number of radially disposed fingers, so that the whole of the inside of the cover is opened up for inspection.
The men are then shown the danger spots to look for, and all areas needing preliminary, doctoring are located and suitably identified. There is quite as much in the skilful handling of such' weak spots as there: is in. the actual application. and eventual cooking of the specially &Impounded strip, which becomes the new tread-rubber of the finished tyre.
Following this inspection, the tyre is taken to an electric " buffing " machine, where the old tread comes under the action of what amounts to a revolving rasp This levels up the a of the tread, the process being cars no farther than is necessary to prod an overall surface devoid of bumps hollows.
The tyre is next treated for, a injuries which might affect the sOus ness of the finished job and, if nec sary, an under-tread strip is applied build up the • foundation for application of the main tread St which is next put on. It is of fi importance that this should make ft contact all over its surface and, to t: end, the strip is forced down by a ha roller until it is perfectly snug all ov,
A scarfed joint is used between the t, ends, the result being that, after curls
perfect continuity of the tread resul A curing ring of the correct size next chosen, but in order to get it ov the tyre the diameter of the latter me be reduced. This is done by utilizis the tyre spreader. As the beads a thrust apart so the tread portion drol enabling the ring to be placed position. With the ring correct centralized, the tyre is permitted return to normal within the confines the ring which it grips tightly.
Maintaining Alignment An 'ordinary inner tube, is the inserted, followed by a two-piece rin which represents a wheel rim. Th ring, when drawn together, firm] braces the tyre and keeps it inscircun ferential alignment during the 'curin process. The inner tube is then inflate to a pressure of abOut 125 lb. per sc • in.., when the prepared tyre is ready t be transferred to the curing table These tables take the form of a substan tial circular metal platform on to whic: ,the: tyre is laid, and where it is firm]: • secured in position by a heavy clamp 'ing plate, which is counterbalanced fo • ease of manipulation. Steam, at abou 47 lb: per sq. in. pressure, giving ; curing temperature of 295 degrees F, is passed around the copper tubes wide] encompass the curing ring, the exhaus paSsing freely into the atmosphere.
The curing operation is complete( within from 2 hrs. to 3 hrs. 20 mins. according to the size of the tyre, aric apart from removing the 'inner ring air tube and curing riii,g, and gettini rid of such surplus pieces of rubber a! may have been forced through vein holes or past the sides of the curisq ring, the tyre is now ready for a tern: of service equal to that of a new cover.
One particularly noticeable feature about the process is that the side walk of the tyre remain quite cool during the curing, so that there is no fear al the cord suffering damage The foregoing covers, in broad outline, the process of retreading as practised by Army units in the field, each plant supplied being capable of dealing with about 800 tyres per week, working on a 24-hour a day basis.
The War Office is adopting the commendable policy of drafting men who have prior knowledge of such processes, or,of other branches of the tyre industry, into these units„ with the result that a high standard. of efficiency is the order of the ,day. ,