















































































Road Transport Serves the Woollen Industry
Page 38

Page 39

Page 40

Page 41
Page 42
Page 43

If you've noticed an error in this article please click here to report it so we can fix it.
TRANSPORT is a vital factor in the functioning of the woollen section of the textile industry. Such has been the case for centuries, from the days of the packhorse, although in earlier times the lack of transport undoubtedly resulted in the number of processes being kept to a minimum.
The woollen industry has two sections—woollen and worsted—and its transport policy is substantially dictated by the overall organization: This on the woollen side is mostly vertical, the product passing from process to process within the same organization. On the worsted side the reverse obtains., the material changing hands a number of times during conversion from raw wool to finished cloth. Wool is, however,one of those industries regarding which it is quite impossible to generalize.
The Yorkshire Trade
The woollen industry of Britain is • located mainly in the West Riding, the West of England and Scotland. For the purpose of this review it may be as well to confine matters substantially to the Yorkshire section. Here, combing is largely located in the Bradford area, but otherwise the industry is not definitely distributed by processes over the county. Normally, raw wool is bought either at London sales or in the primary markets of Australia, New Zealand and South Africa, and is delivered direct to Yorkshire.
Whilst railway warehouses are extensively employed to save space at the mills, the use of road vehicles has been above normal during the postwar period of shortage. Available figures show it to stand at 75 per cent. of the total transport from one busy point during the past season.
Worsted Processes
On the worsted side of the industry, in the main of horizontal set-up, purchase and delivery are followed by sorting, then possibly blending by experts, after which comes the scouring or cleaning. Afterwards the combing takes place and the wool becomes known as " tops " and is ready for passing on to the spinning and weaving sections.
Probably the bulk of wool is dyed in the piece, but sometinws this process takes place with tops and sometimes in the yarn form. In any event, the material finally goes to the merchant and maker-up, a minimum of six movements being involved.
In the woollen section of the indusc2
try, which generally operates on the vertical principle, the number of movements may be smaller, but production follows the same general lines of buying, blending, carding, spinning, weaving and dyeing.
Generally speaking, a gain of several shillings a ton is to be made
oy the use of road transport between the ports and the West Riding. Raw wool coming from Hull by road is, at the time of writing, subject to a rate of 58s. 6d. a ton, including wharfage, landing and delivery to Bradford, against the rail rate of 63s. -5d.
From Liverpool the road rate is 57s. a ton, but the rail rate varies according to the berth at which the ship is unloading, the figure being 62s. 9d. for a rail-connected berth and 69s. for a non-rail berth. From Manchester the costs are 49s. 9d. by road and 51s. 11d. by rail, whilst from Goole the corresponding figures are 45s. and 51s. 6d. From London, 4-ton to 6-ton lots work out at 88s. 2d. by road and 93s. 3d. by rail.
Si) as to level up the situation between the . ports, wool from Australia, being sent to London for direct forwarding to the West Riding, is subject to a rebate of 32s. 6d. by certain of the shipping companies.
At one time there was keen competition between Hull and Liverpool, the latter allowing concessions in order to gain traffic, although this practice seems to have been dropped during the war. As all ports are outside the 25-mile radius from the woollen centres, road traffic is at present in the hands of either British Road Services or of C-licensees.
Raw wool is made up in 3-cwt. bales when in the greasy state, or 2-cwt. bales when scoured. Since the advent of commercial vehicles, movement within the trade has largely been by road and almost every concern of any size has its own fleet, the others usually being substantial employers of the independent hauliers operating in the woollen districts.
It is fair to assume that about 95 per cent. of tops and scoured wools for export goes to the ports by road, the main advantage being flexibility where last-minute instructions are necessary. Experience has shown that the railways, however wellintentioned their staffs, cannot co-operate in quite the same manner.
Raw wool is carried largely on platform lorries, as is the yarn moving from spinner to weaver. To give maximum capacity, for wool is a bulky load, quarter-decking above the cab is generally employed in vehicles handling raw wool.
In the spinner-weaver stage, pirns or cheeses, on which the yarn is wound, are loaded into skips; alternatively, the yarn may be carried on long beams. Movement from spinners and weavers to dyers and thereafter is usually in vans, as the material has reached the stage when added protection is necessary.
On the import side, some concern is at present caused to hauliers and to the mill transport departments by the long delays at ports, because perishable traffic is naturally unloaded first from the ships. When the wool is discharged, as many as 500 or 600 bales may be placed on the quay in a short period, the vehicles will be loaded and further congestion will ensue when they arrive as a body at a particular mill or warehouse.
West Riding Supreme The West Riding has been established as the principal location of the wool textile industry for over a century and now only about 71 per cent. of the worsted section is located elsewhere. Bradford has threequarters of the combs and over a third of the worsted spindles.
in the woollen section something like two-thirds is located in the West Riding. The worsted section lies chiefly in the west and north of the Riding and the woollen section in the east and south of the district. Bradford is the main commercial centre and does most of the wool combing. Halifax and Keighley produce worsted yarns and dress goods, whilst Huddersfield carries on similar branches of the trade, specializing in worsted for men's wear and in fine woollens. From this general layout, something of the trend movement will be obvious.
Dewsbury and Batley are the chief centres for the cheaper woollen
goods, the focal point of a. nationwide collection system which has been in existence there for over a century. The rag trade is an essential part of the wool textile industry. In the Dewsbury area, sorting is carried out by a large number of relatively small concerns, some of them also being shoddy and mungo manufacturers. The grading of woollen rags is highly specialized and great skill is needed in the sorting.
In these circumstances, • the desirability of care in the transport of the rags from the time they are collected as household salvage becomes clear; in particular, the fibre must be protected if the salvage is to be suitable for re-making as cloth. Tailors and hosiery manufacturers' clippings are also incorporated and the material is sold to the shoddy manufacturers, who in turn sell it after treatment to the woollen spinners or for export.
In the case of cloth produced from re-manufactured fabric, the road transport element is notably high, for frequent movement is required in the production of the raw material before the transfers involved in the manufacturing processes begin. Although the woollen cloth manufacturing side of the industry has needs that are met in almost every case by orthodox or platform lorries and vans of various capacities, the wholesale tailors find much use for specially built bodies in which finished goods can be carried either in trade receptacles or on racks or hangers. For this trade, large vans are commonly employed and because the load is more bulky than heavy, some organizations make extensive use of articulated outfits. By this means, multiple tailoring services have been built up in a way that would otherwise have been impossible.
Close Contact
During the period when road transport was first being received with enthusiasm by the transport managers of the industry, the local operators and their staffs built up an intimate knowledge of the mills and their requirements. Although the haulage picture has changed somewhat since those days, ' the close liaison continues and is a primary reason why road movement is largely favoured by the industry.
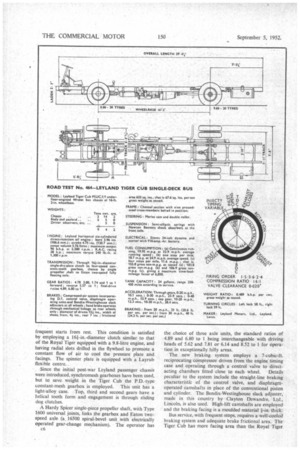
IN producing the Tiger Cub 44-seat single-deck service bus to maximum box dimensions but weighing under 3! tons as a chassis, Leyland Motors, Ltd:, Leyland, Lanes, has called a halt to the progressive increase in weight which in recent years has taken place generally in bus chassis. Because of the reduction in weight, it is possible to employ a horizontal version of the Comet 90 engine, which, together with a four:speed gearbox and two-speed axle, provides -unusual economy —almost 20 m.p.g. on a non-stop trial—but retains the high performance standard set by heavier models
equipped with 9-10-litre engines, Underfloor-engined chassis have been criticized because of the high floor line, but the lightweight Tiger Cub has comparatively small-section tyres and the frame width is such that the rear springs can be outrigged, thus keeping the side members within 2 ft. 7 ins, of ground IeVel when laden.
New Braking System
Another new departure is the air braking system employing a control valve giving straight-line braking characteristics. It incorporates a diaphragm operating unit at each wheel and Bendix-Westinghouse slack
adjusters. In addition to adequate line pressure, the brake frictional area is 8 per cent, more than that of the Royal Tiger, yet there is greater clearance between the wheels and drums, thus improving cooling and combating fade.
In outline the Tiger Cub chassis bears a family resemblance to the Royal Tiger, having the same shaped frame but without body. outrigger brackets and with a lighter type of cross-member. The first cross-member is again set back from the front of the chassis, so that the steering box and controls can be mounted on its vertical face. Apart from a 21-in. upsweep over the rear axle, the side members are level and parallel from front to rear, the overall width of the frame being 2 ft, 10 ins.
There is one wheelbase for the new bus, 16 ft. 2 ins., and the front overhang of approximately 6 ft. provides for an entrance. The rear overhang of the frame is 7 ft. 6 ins.. Although the main side members are 8 ins. deep between the axles, and are reinforced at the engine bay, they are reduced to 6 ins, at the front and 7 ins. at
the rear, thus saving weight. The flange width is 3 ins. and the frame section is 9/32-in. .
The Comet 90 six-cylindered direct-injection oil
engine is a proved unit in the goods chassis and c4
apart from alteration for horizontal mounting, there have been no fundamental changes for its use in the passenger version. Of 5.76-litre capacity, the engine yields maximum torque of 240 lb.-ft. at 1,300 r.p.m. and at governed speed (2,200 r.p.m.) the net output is 90 b.h.p. The sump has been altered to suit the different method of mounting and the Simms fuel pump, attached to the top of the crankcase, is inclined. Access to the fuel pump for maintenance is through the body floor.
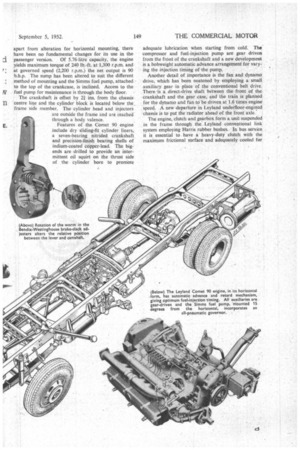
The crankshaft is offset by 21ins, from the chassis centre line and the cylinder block is located below the frame side member. The cylinder head and injectors are outside the frame and are reached through a body valence.
Features of the Comet 90 engine include dry sliding-fit cylinder liners, a seven-bearing nitrided crankshaft and precision-finish bearing shells of indium-coated copper-lead. The big. ends are drilled to provide an intermittent oil squirt on the thrust side of the cylinder bore to promote adequate lubrication when starting from cold. The compressor and fuel-injection pump are gear driven from the front of the crankshaft and a new development is a bobweight automatic advance arrangement for varying the injection timing of the pump.
Another detail of importance is the fan and dynamo drive, which has been neatened by employing a small auxiliary gear in place of the conventional belt drive. There is a direct-drive shaft between the front of the crankshaft and the gear case, and the train is planned for the dynamo and fan to be driven at 1.6 times engine speed. A new departure in Leyland underfloor-engined chassis is to put the radiator ahead of the front axle.
The engine, clutch and gearbox form a unit suspended in the frame through the Leyland conventional link system employing Harris rubber bushes. In bus service it is essential to. have a heavy-duty clutch with the maximum frictional surface and adequately cooled for frequent starts from rest. This condition is satisfied by employing a 161-in.-diameter clutch similar to that of the Royal Tiger equipped with a 9.8-litre engine, and having radial slots drilled in the flywheel to promote a constant flow of air to cool the pressure plate and facings. The spinner plate is equipped with a Layrub flexible centre. .
Since the initial post-war Leyland passenger chassis were introduced, synchromesh gearboxes have been used, but to save weight in the Tiger Cub the P.D.-type constant-mesh gearbox is employed. This unit has a light-alloy case. Top, third and second gears have a helical tooth form and engagement is through sliding dog clutches.
A Hardy Spicer single-piece propeller shaft, with Type 1600 universal joints, links the gearbox and Eaton two, speed axle (a 16500 spiral-bevel unit with electrically operated gear-change mechanism). The operator has
c6 the choice of three axle units, the standard ratios of 4.89 and 6.80 to 1 being interchangeable with driving heads of 5.62 and 7.81 or 6.14 and 8.52 to 1 for operation in exceptionally hilly areas.
The new braking system employs a 7-cubic-fl reciprocating compressor driven from the engine' timing case and operating through a control valve to direct acting chambers fitted close to each wheel. Details peculiar to the system include the straight-line braking characteristic of the control valve, and diaphragmoperated camshafts in place of the conventional piston and cylinder. The Bendix-Westinghouse slack adjuster, made in this country by Clayton Dewandre, Ltd., Lincoln, is also used. High-lift camshafts are employed
and the braking facing is a moulded material thick.. Bus service, with frequent stops, requires a well-cooled braking system and adequate brake frictional area. The Tiger Cub has more facing area than the Royal Tiger
and with 154-in.-diameter drums the air flow is probably better than in most vehicles of its type. The design has permitted wider drums than normal to be employed, the shoes in the front drums being 41ins, wide and those at the rear, 7 ins. wide.
In chassis form, but with a full fuel tank, the Tiger Cub registered 3 tons 14+ cwt. on the weighbridge, and Leyland Motors, Ltd., recommends that complete with body the unladen weight should not exceed 6 tons. With 44 seated and five standing passengers and a crew of two, the maximum gross weight is estimated to be about 94 tons, and this was the weight of the vehicle supplied for my test.
The chassis had an observer's cab and had been withdrawn from extended service tests, during which it was driven 24 hours a day. After fuelling, checking oil levels and fitting Tapley meters, I drove the Tiger Cub from the weighbridge to Sheep Hill. As we left the works I saw -another of this type, with a Saunders-Roe body, operating on local bus service, and apart from its tyre
size, there was little to distinguish it from the Royal Tiger.
From the initial performance I foresaw that the day's tests would be lively, the acceleration rate being good and braking efficient. Sheep Hill is a medium-length gradient of approximately 1 in 9, which required highfirst gear when starting from rest. It was climbed with such little effort that I assayed Whittle Hill, which is near by and is slightly steeper. Again the Tiger Cub made a clean climb in second gear and started in highfirst ratio.
At a quiet junction of three roads there was space for measuring the turning circle, which, according to the specification, is 60 ft. Evidently the steering stops had been well adjusted, because on one lock the wheel turning circle was 58 ft. and on the other, 59 ft. With a 6-ft. front overhang, the swept circle is rather greater.
Then followed consumption trials on the Southport Road, the first being a non-stop run with a tuxn at a
roundabout 10 miles from the starting point to complete a 20-mile circuit. Driving at a reasonable speed but with slight interference from other traffic, an average of 32.9 m.p.h. was maintained over the course and the fuelconsumption rate worked out to 19.95 m.p.g.
This appeared exceptional, but the economy was again
out of the ordinary in the one-stop-per-mile test Over the same route when a fuel return of 18.7 m.p.g. was obtained. I could scarcely believe that this was correct. so a repeat trial, observing a maximum speed of 30 m.p.h. and with normal service acceleration, was run, with a similar result. I assume that with the good acceleration rate and part-throttle driving, the Leyland. was being operated at its peak of efficiency. About 19 m.p.g. for a 44-seat 8-ft.-wide bus undoubtedly marks a new phase in economy for local services, representing approximately 50 per cent. improvement in fuel consumption over the larger-engined models.
The final fuel trial with four stops to each mile caused rather heavier consumption, the return being 11.6 'm.p.g. Even so, this represents an approximate saving of 30 per cent. in fuel, because under similar conditions the larger-engined single-deckers of 30 ft. by 8 ft. rarely yield more than 9 m.p.g. when fully loaded.
The Tiger Cub had done well on hills and had returned an average running speed of 25 m.p.h. on the one-stop-per-mile consumption tests. Its power of acceleration was still to be tested. Using the lower ratio in the axle and all gears, 30 m.p.h. was reached from rest in slightly under 24 secs. This was only 14 secs. slower than the Royal Tiger, indicating that there would be no need to revise traffic schedules if the Tiger Cub were used to replace higherpowered contemporaries.
The acceleration rates and potential output of the engine might suggest that the Tiger Cub is especially low geared, but the maximum speeds of 38 m.p.h. and 52 m.p.h. in the respective axle ratios are sufficient proof that the overall gearing is correct for low
The Tiger Cub chassis, loaded to the maximum advocated capacity, made light work of Whittle Hill.
engine revolutions per mile. Incidentally, using the high ratio and four speeds of the gearbox, it took 24 secs. to reach 30 m.p.h. and 52.9 secs. to attain 40 m.p.h.
After driving the chassis for 50 miles and using the brakes under varying conditions of wet and dry roads, in town traffic and on the open road, I think that the Tiger Cub braking system shows promise of being the design of the future. It is light in weight, is relatively simple, has no marked apparent time delay in its operation and requires no finesse in depressing the pedal to slow the vehicle steadily in traffic or, with an emergency application to stop in the minimum distance..
Stopping distances of 40 ft. from 30 m.p.h. were consistently attained with a brake-line pressure of 50 lb. per sq. in., warm drums making no apparent difference to efficiency. Apart from deliberate abuse, the drums reached only a moderate heat in a sustained test of • acceleration to 30 m.p.h. and braking to a standstill continuously for half-an-hour. Such are the characteristics which have long been desired but rarely attained.
Leyland Motors, Ltd., has achieved the best of both worlds by giving the passenger a spacious, well-sprung vehicle and the operator a unit of outstanding economy and high performance.