



























































Engine Repair Specialists' Precision Methods
Page 35
If you've noticed an error in this article please click here to report it so we can fix it.
specialized and precision type. Jobs which are beyond the capacity of the ordinary maintenance and repair shop, and, indeed, in some cases, which even the manufacturer prefers to " farm out," are acceptable grist to this mill.
Expert operatives and high-grade modern machines of comprehensive application enable a wide variety of work to he accomplished, a high standard of workmanship to be maintained, and sound engineering practices to be rigorously observed.
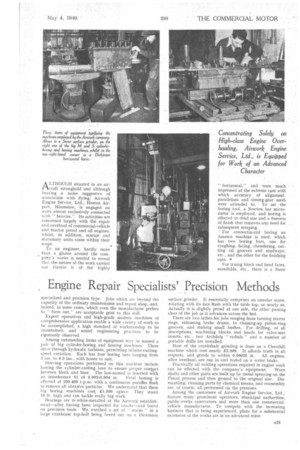
Among outstanding items of equipment may be named a pair of big cylinder-boring and honing machines. These drive through hydraulic turbines, permitting infinite cutting. speed variation. Each has four boring bars ranging from 2 ins. to 6.5 ins., with hones to suit.
Sleeving operations performed on this machine include honing the cylinder-casting bore to ensure proper contact between block and liner. The last-named is inserted with an interference fit of 0.002-0.004 in. Final honing is effected at 200-400 r.p.m. with 'a continuous paraffin flush to remove all abrasive particles. We understand that these big boring machines cost £1,500 apiece. They stand 10 ft. high and can tackle really big work.
Bearings are re-white-metalled at the Airwork establishment—after having been inspected for cracks—and bored on precision tools. We watched a set of " mains " in a large crankcase top=half being bored out on a Dickinson surface grinder. It essentially comprises an annular stone, rotating with its face flush with the table top, or nearly so, Actually it is slightly proud at one side, the other passing clear of the job as it advances across the bed.
There are two lathes for jobs ranging from turning starter rings, skimming brake drums, to cleaning-up piston-ring grooves. -and making small bushes. For drilling, of all descriptions, machining blocks and heads for valve-seat inserts, etc., two Archdale " radials" and a number of portable drills are installed.
Most of the crankshaft grinding is done on a Churchill machine which cost nearly £2,000. It affords truth in all respects. and grinds to within 0.00025 in. All engines, after overhaul, are run in and tested on a water brake. Practically all welding operations required in engine work can be effected with the company's equipment. Worn shafts and other parts are built up by metal spraying on the Fescol process and then ground to the original size. Dismantling, cleaning parts by chemical means, and reassembly are. of course, all performed on the premises.
Among the customers of Airwork Engine Service, Ltd., feature many prominent operators, Municipal authorities, public-works contractors and more than one commercialvehicle manufacturer. To compete with the increasing business that is being experienced, plans for a substantial extension of the works are in an advanced state.